

I færd med at pelletisering, har du nogensinde stødt på langsom pelletproduktion, lavt udbytte, dannelse af pellets for hårde, et sort fænomen eller endda en spontan forbrændingssituation?
Efter afkøling, højkvalitets træpillers ligner en farvet farveblyant med en glat overflade og virker stram og skinnende. Hvis den sorte situation opstår, kan det være forårsaget af følgende omstændigheder.

Årsager til sværtning af træpiller
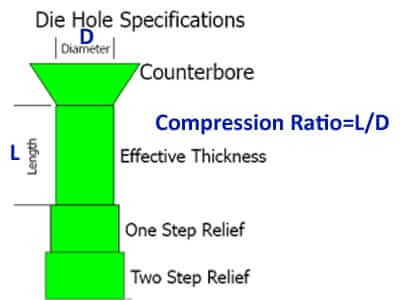
1. Stort kompressionsforhold.
Før vi taler om denne grund, lad os tale om kompressionsforholdet, ringformens kompressionsforhold refererer til forholdet mellem den effektive længde af ringdysehullet og den mindste diameter af ringformhullet, som er et indeks, der afspejler ekstruderingsstyrken på det træpillemølle. Jo større kompressionsforholdet er, jo stærkere er den ekstruderede træpille.
Træpillemøllens kompressionsforhold bestemmes efter råvaren. For eksempel er kompressionsforholdet for poppel 1:6, kompressionsforholdet for fyrretræ er 1:7, kompressionsforholdet for hårdttræ er 1:5, kompressionsforholdet for knuste spåner er 1:5.5, kompressionsforholdet for majshalm er 1:8, er kompressionsforholdet for forskellige råmaterialer forskelligt, jo hårdere råmaterialer, jo mindre kompressionsforhold, jo mere luftige råmaterialer, jo større kompressionsforhold, det vil sige, jo mere luftige råmaterialer, jo lettere at pressestøbning, jo mere luftige råmaterialer indeholdende flere fibre, indeholdende flere fibre Jo mere luftigt råmaterialet indeholder flere fibre, jo mere fiberholdigt materiale er let at forme.
Hvis matricens kompressionsforhold er for stort, vil dette resultere i stor modstand af pulveret gennem matricehullet og for lang ekstruderingstid, pellets presses for hårdt ud, og udbyttet er lavt, eller endda overfladen virker forkullet. . Du kontrollerer, om kompressionsforholdet og forarbejdningen af råmaterialer passer sammen, og udskifter det passende kompressionsforhold for ringformen.
2. Råvarefugten er for lav.
Hvis råvarefugtigheden er for lav i ekstruderingsprocessen, øges friktionen mellem materialerne, der er ingen specifik mængde fugt i den indbyrdes forbindelse for at øge forbindelsens fluiditet, tørslibning vil gøre materialet carboniseret før dannelse, hvilket vil få overfladen af træpillerne til at forkulle og sortne. Det anbefales at øge fugtigheden af råvarer på passende vis.
3. Selve det tørrede materiale har forkulning.
Hvis det tørrede materiale vil resultere i forkulning efter den varme vind, før det går ind i pillemøllen, så bliver overfladen af de producerede partikler sort.
4. Råmaterialet virker muggent.
Kvaliteten af træpiller vil ændre sig på grund af mugheden, ikke kun glansen vil blive påvirket, samtidig vil brændværdien også blive reduceret, hvilket i høj grad reducerer brændstoffets ydeevne.
6 trin efter Pelletmølle I venteposition
Tag den lodrette ringformede pillemølle som et eksempel, når pillefremstillingsmaskinen er i venteposition, find årsagen ud fra årsagen nedenfor:
1、Åbn foderdækslet på den lodrette ringformede pillemølle, og rengør materialet i pelleteringkammeret.

2、Brug en støvsuger eller blæser til at blæse materialet mellem trykvalsen og formen.
3, Spænd trykrullen for at få den til at forlade matricen.
4、Rens materialet i pillemøllekammeret igen.
5、 Efter rengøring af materialet justeres afstanden mellem trykvalsen og ringformen til 0.1-0.3 mm og forberedes til normal produktion.
6, Tænd pillemaskinen, åbn føderen, vær opmærksom på mængden af fodring, se materialet gennem observationsporten på pillemøllen, øg gradvist fodermængden og vent, indtil alle matriceudløbshullerne begynder at tømmes. materiale, feederens variabel frekvens hastighed motoreffekt til at bestemme ned, når pillemaskinens strøm er stabil, kan du fortsætte produktionen.
Årsagen til pillemøllens vibration
- Lejet et sted inde er sandsynligvis knækket i pillemøllen, så maskinen kan ikke fungere normalt, bare strømmen kan ikke køre normalt og fremstå unormal (høj arbejdsstrøm).
- Ringdysehul blokering eller kun en del af matricehullet kommer ud af materialet.

Ringen dør ind i fremmedlegemet, ringen dør ud af rund, trykrulle- og matricespalten er for tæt, trykrulleslid eller trykrullelejeskader kan ikke rotere vil producere granulatorvibrationer (tjek eller udskift ringformen, juster trykket rullespalte).
- Koblingskorrektionen er ikke afbalanceret,
høj og lav venstre og højre afvigelse, vil pillemøllen have vibrationer, og tandakslens olietætning er tilbøjelig til at beskadige (koblingen skal skoles til den vandrette linje).
- Hovedakslen er ikke strammet,
Løsningen af hovedakslen vil producere aksel frem og tilbage, trykrulle sving tydeligt, pellet mølle støj med vibrationer, vanskeligere at lave pellets (skal stramme spindel hale sommerfugl fjeder og rund møtrik).
- Det store og lille gear slides, eller udskiftning af et enkelt gear, vil også producere støj (skal have en indkøringstid).
- Ujævn udledning af pillefræserens udløb
Dette vil få granulatoren til at arbejde med strømudsving (behov for at justere feeder-padlen).
- Brugen af en ny ringmatrice skal være udstyret med en ny trykrulle, vælg en matrice af god kvalitet (for at eliminere brugen af ringekvalitetsringmatrice).
- Styr fodringstiden og temperaturen strengt, og hold styr på fugten af råmaterialerne i maskinen, råvarerne er for tørre eller for fugtige vil forårsage unormal udledning.
- Stålrammestrukturen er ikke solid, pillemaskinens normale arbejde er stålrammevibrationer, pillemøllen er tilbøjelig til resonans (skal styrke stålrammestrukturen).
- Feederhalen er ikke fikseret eller ikke fastgjort til at fremkalde rystelser (skal forstærkes)