
バイオマス ペレットは、暖房、調理、発電に最もよく使用される燃料です。 木材、わら、農業廃棄物などの再生可能な資源から作られています。 バイオマス ペレットは、CO2 排出量が少なくクリーンなエネルギーを提供するため、化石燃料の優れた代替品です。

バイオマスペレットは、バイオマスボイラー、薪ボイラー、ストーブ、暖炉、ペレットストーブなどの住宅用と商業用の両方で使用できます。 風力タービンやソーラーパネルなどの再生可能エネルギー源から電気を生成する発電所でも使用されます。 ここでは、ペレット用の一般的なバイオマスペレットとそのペレットのカロリー値を示します。
ペレット用のさまざまなバイオマス材料
木材材料
廃木チップ、板材工場・家具工場の端材、伐採現場の廃おがくず・端材、建築用パネルの廃材、庭木の剪定、山林の丸太など。
竹素材
割り箸、爪楊枝などの竹工芸品の工場廃材など。
わら草
綿の茎、トウモロコシの茎、大豆の茎、菜種の茎、小麦の茎、米の茎、キャッサバの茎、バガス、タバコの茎、シーバックソーンの茎、その他の草本植物の茎。 エナジーグラス、ジャイアントキンググラス、アルファルファグラス(主に牛や羊の飼料として使用)
その他のペレット原料
もみ殻、落花生の殻。 サトウキビバガス、パームシルク、ヤシ殻、茶種子殻、牛糞、果実残渣など

バイオマスペレットの製造工程
バイオマスペレットの製造は、原料の前処理、造粒工程、最終処理工程など複数の工程から構成されます。
前処理プロセスとは、材料を 3 ~ 5 mm の小さなサイズに加工することを意味します。このプロセスには以下が含まれます。 粉砕 & 乾燥 必要に応じて。 ペレットを作るには、材料の水分が10〜15%であることを確認する必要があるためです。
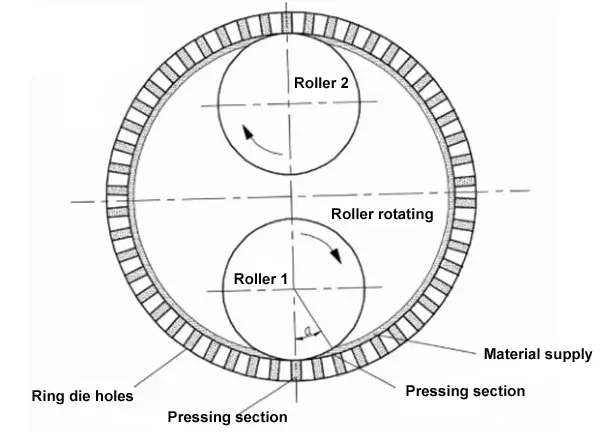
ペレタイジング このセクションは、完成した材料をバイオマスペレットに圧縮することを意味します。 材料はペレット化室に供給され、ローラーとダイの間に供給され、回転ローラーによって何度もプレスされます。温度により材料のリグニンと繊維含有量が変化し、材料が柔らかくなり、その後増加します。接着の際、最後に成形されたペレットがダイ穴から押し出され、外側の回転ナイフによって切断されます。
最終処理プロセスには、最終ペレットの冷却と梱包が含まれます。 ペレットを簡単に作成し、保管期間を長くするには、これらの手順が不可欠です。
ペレットの発熱量の違い
バイオマス材料の種類によって決まります。 ペレット発熱量ペレット燃料の発熱量をまとめました。農業用原料のペレット燃料の発熱量は一般的に3000~4200kcal/kg程度、林業原料のペレット燃料の発熱量は一般に高く4200~5000kcal/kg程度です。林業系ペレット燃料の炭化後の発熱量は7000kcal/kg以上です。
| ペレットの違い 発熱量 | |
| 雑草ペレットの発熱量 | 3800kcal / kg |
| もみ殻ペレット発熱量 | 3300-3500kcal / kg |
| 稲わらペレット発熱量 | 3400-3600kcal / kg |
| トウモロコシ茎ペレット発熱量 | 3500-3700kcal / kg |
| トウモロコシの穂軸の発熱量 | 3500-3800kcal / kg |
| 小麦わらペレット発熱量 | 3400-3600kcal / kg |
| 落花生の殻の発熱量 | 4100kcal / kg |
| 中国産モミペレットの発熱量 | 4587kcal / kg |
| 松木ペレット発熱量 | 4552kcal / kg |
| ポプラペレット発熱量 | 4286kcal / kg |
| 牛糞ペレット発熱量 | 2779kcal / kg |
| 薪ペレット発熱量 | 4003kcal / kg |
| 木の葉ペレット | 3300kcal / kg |
| 極豆ペレット発熱量 | 3862kcal / kg |
| ソルガム茎ペレット発熱量 | 3350kcal / kg |
| 槐スティック発熱量 | 4323kcal / kg |
| 木チップ ペレット 発熱量 | 4401kcal / kg |
| フルフラール残渣の発熱量 | 3145kcal / kg |
ペレットの品質に影響を与える要因
1、原材料の種類
原料の種類によりペレット化のプロセスは大きく異なり、大量の農林業廃棄物の中には、粉砕後のペレット化が容易なものもあれば、非常に困難なものもあります。 原材料の種類は、木質ペレットの密度、強度、発熱量など、ペレット形成の品質に影響を与え、また、バイオマスペレットミルの生産量と電力消費にも一定の影響を与えます。
2、原料サイズ
原料の粒径もペレット形成に影響を与える重要な要素です。 一般に原料のサイズが細かいほどペレットの強度は高くなりますが、調湿には不向きで凝集しやすい性質があります。 また、粉砕原料が細かすぎると粉砕に多くのエネルギーを消費します。
原料の粒径が粗すぎると、ダイや加圧ローラーの磨耗が増加し、特に小径ダイの場合、ペレットの形成が非常に困難になります。これにより、材料の軟化ペースト効果が低下し、材料の高品質化が生じます。消費量が多く、収率が低いため、最終ペレットの生産量にも粉末率が高くなります。
以下は、当社のテストに基づいて形成されたさまざまなサイズの材料ペレットの結果です。材料としてトウモロコシのわらを使用し、最適なリングダイ圧縮率、最適な含水率、最終ペレット直径 8 mm を使用しています。最終結果を以下で確認してください。 :
| 粒度範囲(mm) | 密度(トン/m3) |
| 0〜1 | 1.13 |
| 1〜5 | 1.25 |
| 5〜10 | 1.01 |
| > 10 | 0.79 |
3、原材料の水分量
原材料の水分含有量が低すぎると、原材料間の摩擦により滑りや伸びが制限されるため、原材料の組み合わせが十分に近くなく、ペレットの形成がしっかりしなかったり、成形が困難になったりします。 原料の水分含有量が高すぎる場合、原料粒子の流れは良好ですが、十分に拡張でき、相互にかみ合いますが、過剰な水分は原料から押し出され、原料間で分配され、原料間で分配されます。粒子がぴったりと収まりにくくなり、成形が硬くなったり、成形が難しくなったりします。
ペレットの製造に必要な湿度は、温度やその他の要因に応じて原料によって異なります。ほとんどの原料湿度は 8% ~ 15% 必要ですが、チーク材など、より高い湿度が必要な特殊な材料もあります。最大 50% など。最終的なペレットの品質に影響を与えるため、ペレットを作成する前に事前テストすることをお勧めします。 原材料の湿度が高すぎる場合は、ペレット化する前に、通常は乾燥プロセスを通じて水分を減らす処理が必要です。
4. 成形圧力
成形圧力は材料ペレット成形の最も基本的な条件です。 十分な圧力が必要な場合にのみ、原材料をペレットに圧縮できます。 ただし、プレス圧力はリングダイの形状やサイズと密接な関係があります。 リングダイの圧縮率が小さすぎる、ダイ穴の有効長が短い、リングダイ穴内の材料のプレス圧力が小さい場合、歩留まりは高くても最終的にリングダイが絞り出されやすくなります。ペレットが緩くなり、外観が滑らかではなくなります。
リングダイの圧縮率が大きすぎると、ダイ穴の有効長さが長くなり、ダイ穴内の材料の圧力が大きくなり、最終的なペレット密度が高くなり、ペレットは滑らかで品質が良くなりますが、ペレットの生産量は減少します。ペレットミルが削減され、それに応じてペレット化のコストが増加します。 以下は、参考のために、さまざまなリングダイ圧縮比でのトウモロコシ茎のペレット化の結果です。