

過程で ペレット化、ペレットの出力が遅い、歩留まりが低い、ペレットの形成が硬すぎる、黒い現象、さらには自然発火の状況に遭遇したことがありますか?
冷却後、 高品質の木質ペレット表面は滑らかで、色付きのクレヨンのように見え、引き締まって光沢があります。 黒ずみが発生する場合は、以下のような状況が考えられます。

木質ペレットが黒くなる原因
1. 圧縮率が大きい。
その理由を説明する前に、圧縮率について説明します。リングダイ圧縮率とは、リングダイ穴の有効長さとリングダイ穴の最小径の比のことで、押出強度を反映する指標です。の 木質ペレットミル。 圧縮率が大きいほど、押出木質ペレットは強くなります。
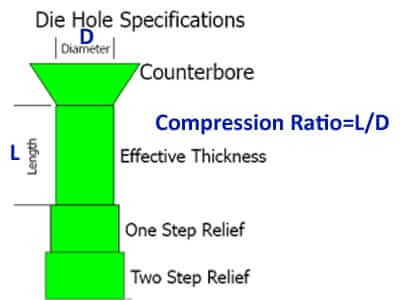
木質ペレットミルの圧縮率は、原料に応じて決定されます。 例えば、ポプラの圧縮比は 1:6、マツの圧縮比は 1:7、広葉樹の圧縮比は 1:5、粉砕された削りくずの圧縮比は 1:5.5、トウモロコシわらの圧縮比は 1:8 です。はXNUMX:XNUMXであり、異なる原材料の圧縮率は異なります。原材料が硬いほど、圧縮率は小さくなります。原材料はよりふわふわになり、圧縮率は大きくなります。つまり、原材料がよりふわふわであるほど、圧縮率は高くなります。プレス成形では、繊維を多く含む原料がよりふわふわになり、繊維が多く含まれます。原料がよりふわふわであるほど、繊維を多く含み、より多くの繊維を含む材料が成形されやすくなります。
ダイの圧縮率が大きすぎると、ダイの穴を通過する粉末の抵抗が大きくなり、押出時間が長すぎるとペレットが強く押し出されて収率が低下したり、表面が炭化したように見えたりすることがあります。 。 原料の圧縮率や加工が合っているかを確認し、適切な圧縮率のリングダイスに交換します。
2. 原料水分が低すぎる。
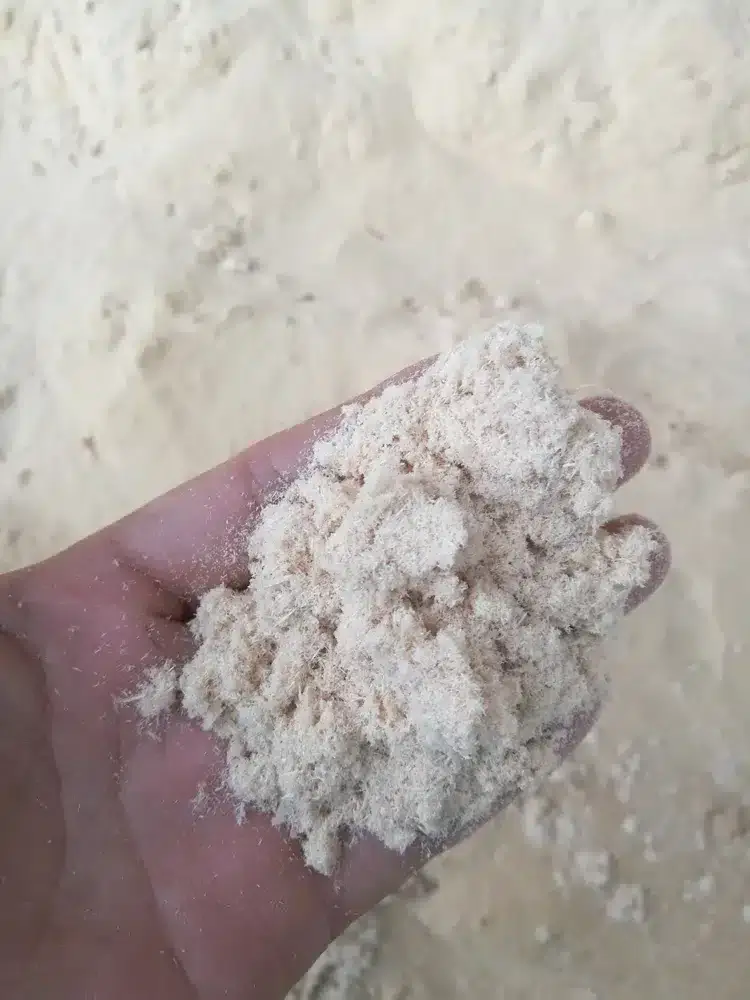
押出成形工程で原料の水分が低すぎると、材料間の摩擦が増加し、相互接続部に特定の量の水分が存在せず、接続部の流動性が向上しません。乾式粉砕では、成形前に材料が炭化してしまいます。木質ペレットの表面が炭化して黒くなります。 原料の水分を適切に高めることをお勧めします。
3. 乾燥物自体が炭化しています。
乾燥した材料をペレットミルに入れる前に熱風を当てた後、炭化してしまうため、製造された粒子の表面が黒くなります。
4. 原料にカビが生えているように見えます。
木質ペレットはカビの発生により品質が変化し、光沢が変化するだけでなく発熱量も低下し、燃料の性能が大きく低下します。
後の6つのステップ ペレットミル 保留
垂直リングダイペレットミルを例として、ペレット製造機が停止した場合、以下の理由からその理由を見つけてください。
1、垂直リングダイペレットミルの供給カバーを開け、ペレットチャンバー内の材料を洗浄します。

2、掃除機やブロワーを使用して、加圧ローラーと金型の間に材料を吹き込みます。
3、加圧ローラーを締めて金型から離します。
4、ペレットミルチャンバー内の材料を再度クリーンアップします。
5、材料を洗浄した後、加圧ローラーとリングダイ間のギャップを0.1〜0.3mmに調整し、通常の生産の準備をします。
6、ペレットマシンの電源を入れ、フィーダーを開け、供給量に注意し、ペレットミルの観察口から材料を確認し、徐々に供給量を増やし、すべてのダイ排出穴から排出が始まるまで待ちます。材料、フィーダーの可変周波数速度モーターの定格電力を決定して、ペレットマシンの電流が安定すると、生産を続行できます。
ペレットミルの振動の原因
- おそらくペレットミルの内部のどこかのベアリングが壊れているため、機械は正常に動作できません。電流が正常に流れず、異常に見えるだけです(動作電流が高い)。
- リングダイ穴が詰まっている、またはダイ穴の一部だけが材料から出ている。

リングが異物に食い込む、リングが丸くなくなる、加圧ローラーとダイの隙間が狭すぎる、加圧ローラーの摩耗または加圧ローラーのベアリングが損傷すると回転できなくなり、造粒機の振動が発生します(リングダイを確認または交換し、圧力を調整してください)ローラーギャップ)。
- カップリング補正のバランスが崩れており、
左右のずれが大きくなると、ペレットミルに振動が発生し、歯軸オイルシールが損傷しやすくなります(カップリングを水平線に合わせる必要があります)。
- メインシャフトが締まっていないので、
メインシャフトが緩むと、シャフトの前後方向のスカトルが発生し、加圧ローラーのスイングが明白になり、振動を伴うペレットミルの騒音が発生し、ペレットの製造がより困難になります(スピンドルテールのバタフライスプリングと丸ナットを締める必要があります)。
- 大小のギアが磨耗したり、単一のギアを交換したりすると、騒音が発生します (慣らし運転が必要です)。
- ペレットミルフィーダー出口の排出ムラ
これにより、造粒機が電流の変動に応じて動作するようになります(フィーダーパドルを調整する必要があります)。
- 新しいリングダイを使用するには、新しい加圧ローラーを装備し、高品質のダイを選択する必要があります (低品質のリングダイの使用を排除するため)。
- 供給時間と温度を厳密に管理し、機械内の原料の水分を追跡します。原料が乾燥しすぎたり、湿りすぎたりすると、異常放電が発生します。
- 鉄骨構造は頑丈ではなく、ペレットマシンの通常の作業は鉄骨振動であり、ペレットミルは共振しやすいです(鉄骨構造を強化する必要があります)。
- フィーダーテールが固定されていない、またはしっかりと固定されていないため揺れが発生します(補強が必要)