
ペレットの製造プロセスによれば、原料の種類やサイズなど、さまざまな理由で木質ペレットの品質が異なります。 原料の水分、ペレット製造機、 冷却セクション、破砕セクションと選別セクション。 その品質とパワーは、 https://www.tcpel.com/pellet-machine/ペレットマシンは生産ライン全体の生産効率に影響を与え、完成したペレットの品質に影響を与えます。 ここでは、ペレット製造中に遭遇する可能性のある 6 つの異常な木質ペレットの外観とその理由、および改善に役立つ解決策をリストしました。読み続けてください。
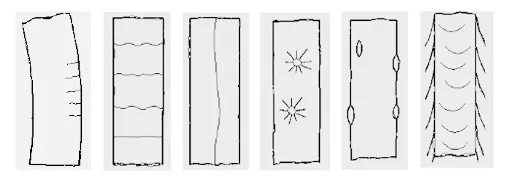
1. 木質ペレットが曲がったり、ひび割れたりする
この結果は通常、ペレットがリングダイから出るときに発生します。 生産時、カッターの位置がリングダイの表面から遠く離れて調整され、ナイフの刃先が鈍くなっていると、木質ペレットがカットされずにリングダイの穴から押し出される際に、カッターによって簡単に壊れたり裂けたりしてしまいます。 。 このとき、一部の木質ペレットは片側に曲がっており、反対側には多くの亀裂が見られます。
このようなペレットは、冷却のためにクーラーに入るときや輸送中にこれらの亀裂から破損することが多く、その結果、粉末が多すぎたり、ペレットが短すぎたりするペレットが生成されます。
- 改善方法: リングダイの圧縮率を高める。 原材料をより細かく粉砕します。 カッターとリングダイの表面との距離を調整するか、より鋭利な切断刃に交換してください。
2. 木質ペレットに横方向および横方向の亀裂が入っている
木質ペレットの断面には亀裂が生じており、木質ペレットは曲がっていない。 これは、繊維を多く含むふわふわした素材でペレットを作成する場合に発生する可能性があります。 細孔径よりも長い繊維が含まれているため、ペレットを押し出す際に繊維の膨張により木質ペレットの断面に横割れが生じます。
- 改善方法: リングダイの圧縮率を高めます。 原材料の粉砕の細かさを制御し、最大の長さが木質ペレットの直径の XNUMX 分の XNUMX を超えてはなりません。 出力を減らして、リングダイの穴を通過する木質ペレットの速度を低下させます。 湿度が高すぎるとこの問題が発生することに注意してください。
3. 木質ペレットに縦割れが発生する
ふわふわでやや弾力のある原料が含まれており、水分含有量にムラがあります。 リングダイを通して圧縮・ペレット化した後、水分の作用と原料自体の弾性により弾んで開き、縦割れが発生します。
- 改善方法: 原材料の割合を変更します。 材料の水分を減らすか均一に調整します。 ペレットマシンのリングダイの圧縮率を高めます。
4. 亀裂は一点から放射方向に変化します
その主な理由は、原料に比較的大きな粒子が含まれていることです。 他の細かい原料ほど柔らかくなりにくいです。 いつ 冷却、軟化度が異なるため、収縮率が異なり、その結果、放射状の亀裂や粉末化が発生します。 粉率も上がります。

- 改善方法: 原料の厚さと均一性を制御することをお勧めします。
5. 木質ペレットの表面は凹凸があります。
これは原料に大きな粒子が含まれているためと考えられます。 原料は硬くて粒度が大きいため、リングダイの穴を通過する際に他の原料とうまく混ざりません。 圧力の変化により、木質ペレットが不均一に見えます。
- 改善方法:原料の細かさをコントロールします。
6. 個々のペレットの色にばらつきがある
この状況の主な原因は、ペレット化ビン内でリサイクル材料を繰り返しペレット圧縮するか、リング ダイの開口部の内面にばらつきがあり、押出中にペレットが受ける抵抗と押出力が異なるため、色の変化に一貫性がないことが原因です。 また、リングダイの表面にはバリがあり、押出成形時に木質ペレットが表面に傷を付けるため、個々の木質ペレットの表面色が異なります。
- 改善方法:再生原料と原料を混合し、再度粉砕します。 金型穴の滑らかさを確保するために高品質のリングダイを使用します。
まとめ
上記は、品質の悪い木質ペレットの主な外観の理由と解決策です。その背後にある理由を見つけて、改善することができます。 ペレット作り 効率を高め、より高品質の木質ペレットを製造します。 ペレット製造中にご質問がある場合は、当社の技術者にご相談ください。