
바이오매스 펠릿은 난방, 요리 및 발전에 가장 많이 사용되는 연료입니다. 목재, 짚, 농업 폐기물과 같은 재생 가능한 자원으로 만들어집니다. 바이오매스 펠릿은 CO2 배출량이 적은 청정 에너지를 제공하므로 화석 연료에 대한 좋은 대안입니다.

바이오매스 펠릿은 바이오매스 보일러, 장작 보일러, 난로, 벽난로 및 펠릿 난로와 같은 주거용 및 상업용 응용 분야 모두에서 사용할 수 있습니다. 또한 풍력 터빈이나 태양광 패널과 같은 재생 가능한 에너지원에서 전기를 생산하는 발전소에도 사용됩니다. 여기서 우리는 당신이 펠릿에 대한 일반적인 바이오매스 펠릿과 펠릿의 칼로리 값을 보여줄 것입니다.
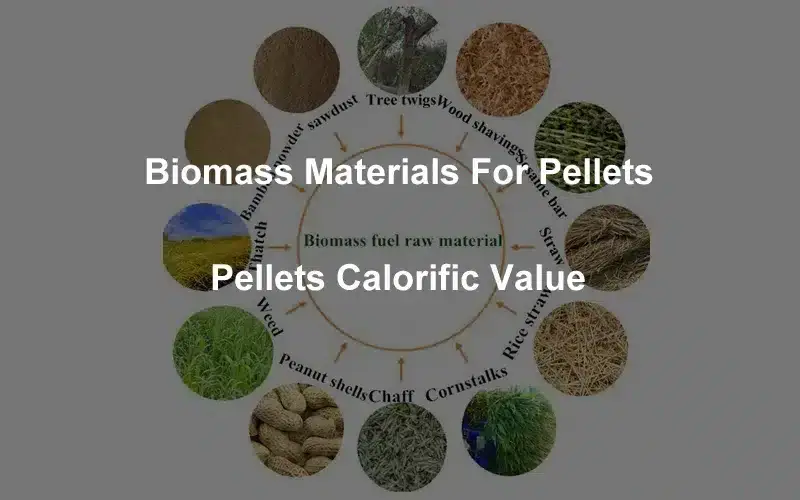
펠릿용 다양한 바이오매스 재료
목재 재료
폐목재, 판자 공장 및 가구 공장의 대팻밥, 벌목장의 폐톱밥 및 트리밍, 건축 패널 폐기물, 정원 가지치기, 산림 통나무 등
대나무 재료
젓가락, 이쑤시개 공장폐기물 등 죽공예폐기물
짚풀
목화 줄기, 옥수수 줄기, 콩 줄기, 유채 줄기, 밀 줄기, 벼 줄기, 카사바 줄기, 사탕수수, 담배 줄기, 산자나무 줄기 및 기타 초본 식물 줄기; 에너지 잔디, 자이언트 킹 그래스, 알팔파 잔디(주로 소와 양의 사료로 사용됨)
펠릿용 기타 재료
쌀겨, 땅콩 껍질; 사탕수수 사탕수수, 팜 실크, 코코넛 껍질, 차 종자 껍질, 소똥, 과일 찌꺼기 등

바이오매스 펠릿 제조 공정
바이오매스 펠릿의 제조는 원료 전처리, 펠릿화 섹션 및 최종 처리 공정을 포함한 여러 단계로 구성됩니다.
전처리 공정은 재료를 작은 크기 3-5mm로 가공하는 것을 의미하며 이 공정에는 다음이 포함됩니다. 눌러 터뜨리는 과 건조 필요한 경우. 펠릿을 만들기 위해서는 재료 수분이 10-15%인지 확인해야 하기 때문입니다.
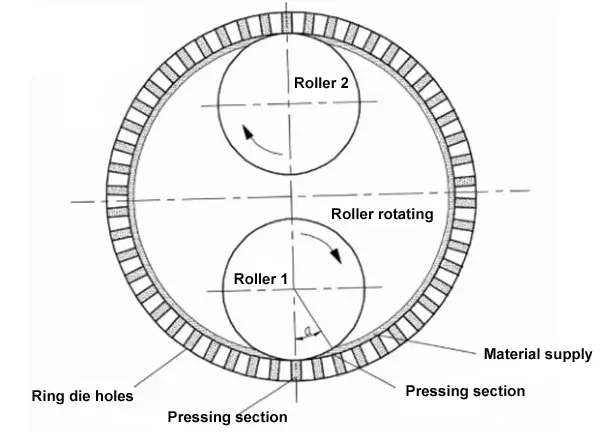
작은 알 모양으로하기 섹션은 준비된 재료를 바이오매스 펠렛으로 압축하는 것을 의미합니다. 재료는 작은 알 모양으로 하는 방으로 공급되고 롤러와 다이 사이에 공급되며 회전 롤러에 의해 시간과 시간을 누르면 온도가 재료의 리그닌과 섬유 함량을 변경하여 연화 및 후속 증가를 만듭니다. 접착 시 최종적으로 성형된 펠렛이 다이 구멍에서 밀려나와 외부 회전 나이프로 절단됩니다.
최종 처리 공정에는 최종 펠릿의 냉각 및 포장이 포함됩니다. 펠렛을 쉽고 오래 보관하려면 다음 단계가 필수적입니다.
다양한 펠렛 발열량
바이오매스 물질의 종류에 따라 결정됩니다. 펠렛 발열량, 우리는 펠릿 연료의 발열량을 요약했습니다. 농업 원료 펠릿 연료의 발열량은 일반적으로 약 3000-4200kcal/kg이고 임업 원료 펠릿 연료의 발열량은 일반적으로 약 4200-5000kcal/kg에서 더 높습니다. 임업형 펠릿 연료의 발열량은 탄화 후 7000kcal/kg 이상입니다.
| Differents 펠릿 열량 값 | |
| 잡초 알갱이 발열량 | 3800kcal/kg |
| 왕겨 알갱이 발열량 | 3300-3500kcal/kg |
| 쌀 짚 알갱이 발열량 | 3400-3600kcal/kg |
| 옥수수 줄기 알갱이 발열량 | 3500-3700kcal/kg |
| 옥수수속 발열량 | 3500-3800kcal/kg |
| 밀짚 펠릿 발열량 | 3400-3600kcal/kg |
| 땅콩 껍질의 발열량 | 4100kcal/kg |
| 중국 전나무 펠렛 발열량 | 4587kcal/kg |
| 소나무 펠렛 발열량 | 4552kcal/kg |
| 포플러 펠렛 발열량 | 4286kcal/kg |
| 소똥 펠렛 발열량 | 2779kcal/kg |
| 장작 펠렛 발열량 | 4003kcal/kg |
| 나무 잎 펠릿 | 3300kcal/kg |
| 콩 극 펠렛 발열량 | 3862kcal/kg |
| 수수 줄기 알갱이 발열량 | 3350kcal/kg |
| 고삼 스틱 발열량 | 4323kcal/kg |
| 우드 칩 펠렛 발열량 | 4401kcal/kg |
| 푸르푸랄 잔류물 발열량 | 3145kcal/kg |
펠릿 품질에 영향을 미치는 요인
1、원료의 종류
다른 종류의 원료, 그 펠릿화 과정은 상당히 다릅니다. 대량의 농업 및 임업 폐기물 중에서 일부는 분쇄 후 펠릿으로 성형하기가 훨씬 쉽지만 일부는 상당히 어렵습니다. 원료의 유형은 목재 펠릿의 밀도, 강도, 발열량 등과 같은 펠릿 형성 품질에 영향을 미치며 바이오매스 펠릿 밀의 출력 및 전력 소비에도 특정 영향을 미칩니다.
2, 원료 크기
원료 입자 크기도 펠릿 형성에 영향을 미치는 중요한 요소입니다. 일반적으로 원재료의 크기가 미세할수록 펠릿의 강도는 높아지지만 습도 조절에 적합하지 않고 쉽게 응집됩니다. 또한 분쇄된 원료가 너무 미세하면 분쇄에 높은 에너지 소비가 발생합니다.
원료 입자 크기가 너무 크면 다이와 압력 롤러의 마모가 증가하고 펠릿 형성이 훨씬 더 어려워집니다. 특히 직경이 작은 다이의 경우 재료 연화 페이스트 효과가 좋지 않아 재료가 높아집니다. 소비, 낮은 수율, 최종 펠릿의 출력에는 높은 분말 비율도 포함됩니다.
다음은 테스트를 기반으로 다양한 크기의 재료 펠릿을 형성한 결과입니다. 가장 적합한 링 다이 압축비, 가장 적합한 수분 함량 및 최종 펠릿 직경 8mm로 옥수수 짚을 재료로 사용하고 있습니다. 아래에서 최종 결과를 확인하십시오. :
| 입자 크기 범위(mm) | 밀도(톤/m3) |
| 0 ~ 1 | 1.13 |
| 1 ~ 5 | 1.25 |
| 5 ~ 10 | 1.01 |
| > 10 | 0.79 |
3, 원료의 수분 함량
원료의 수분 함량이 너무 낮으면 원료 사이의 마찰로 인해 슬라이딩과 확장이 제한되므로 원료의 조합이 충분히 가깝지 않고 펠릿 형성이 단단하지 않거나 성형하기가 어렵습니다. 원료의 수분 함량이 너무 높으면 원료 입자의 흐름이 양호하지만 완전히 확장 될 수 있고 상호 결합 할 수 있지만 원료에서 과도한 물이 압출되어 원료 사이에 분배되고 원료 사이에 분포됩니다. 입자가 밀착되기 어렵고 성형이 단단하지 않거나 모양을 만들기도 어렵습니다.
펠렛을 생산하는 데 필요한 습도는 온도 및 기타 요인에 따라 원료마다 다르며 필요한 원료 습도의 대부분은 8% ~ 15%이지만 티크 나무와 같이 더 높은 습도가 필요한 특수 재료가 있습니다. 최종 펠릿 품질에 영향을 미치기 때문에 펠릿을 만들기 전에 미리 테스트하는 것이 좋습니다. 원료의 과도한 습도의 경우 일반적으로 건조 공정을 통해 펠릿화하기 전에 수분을 줄이기 위해 처리해야 합니다.
4. 형성 압력
성형 압력은 재료 펠릿 성형의 가장 기본적인 조건입니다. 충분한 압력을 가해야만 원료를 펠렛으로 압축할 수 있습니다. 그러나 가압 압력은 링 다이의 모양 및 크기와 밀접한 관련이 있습니다. 링 다이 압축비가 너무 작으면 다이 구멍의 유효 길이가 짧고 링 다이 구멍의 압력이 작아 링 다이를 쉽게 압착할 수 있지만 수율은 높지만 최종 펠릿이 느슨해지고 외관이 부드럽지 않습니다.
링 다이 압축비가 너무 크면 다이 구멍의 유효 길이가 길어지고 다이 구멍의 재료 압력이 높을수록 최종 펠릿 밀도가 높아지고 펠릿은 부드럽고 품질이 우수하지만 출력은 펠릿 밀은 줄어들고 펠릿화 비용은 그에 따라 증가합니다. 다음은 참조용으로 다른 링 다이 압축비를 적용한 옥수수대 펠렛화 결과입니다.