

I ferd pelletisering, har du noen gang støtt på langsom pelletproduksjon, lavt utbytte, dannelse av pellets for harde, et svart fenomen, eller til og med en spontan forbrenningssituasjon?
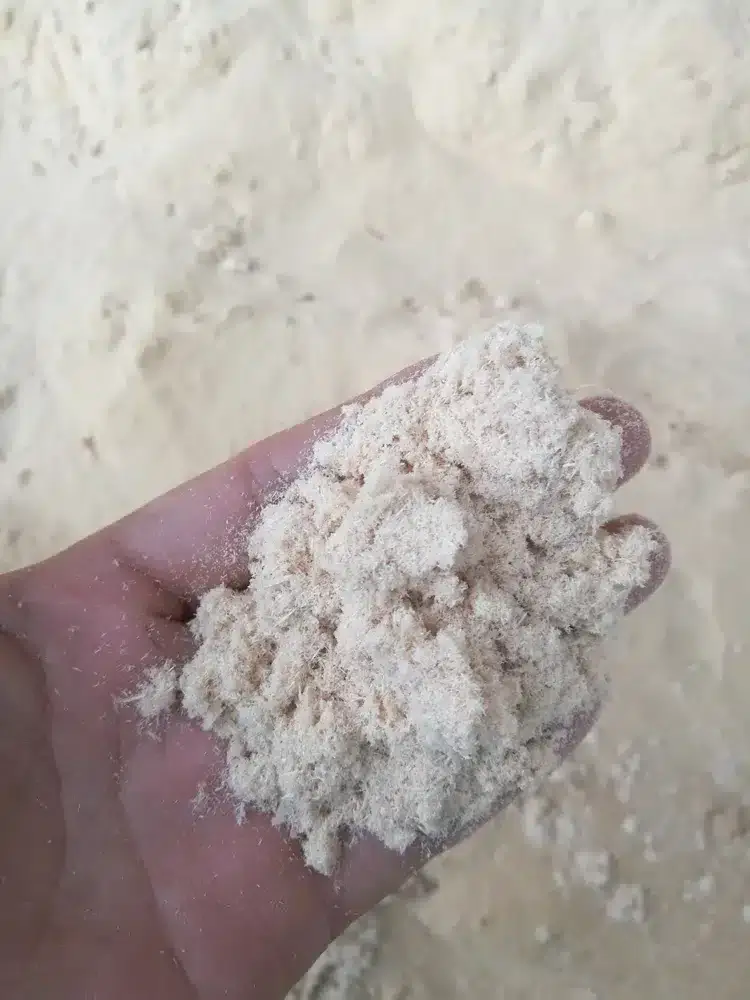
Etter avkjøling, høykvalitets trepellets ser ut som en farget fargestifter med en glatt overflate og virker stram og skinnende. Hvis svertingssituasjonen oppstår, kan det være forårsaket av følgende omstendigheter.

Årsaker til sverting av trepellets
1. Stort kompresjonsforhold.
Før vi snakker om denne grunnen, la oss snakke om kompresjonsforholdet, ringformens kompresjonsforhold refererer til forholdet mellom den effektive lengden på ringdysehullet og minimumsdiameteren på ringdysehullet, som er en indeks som reflekterer ekstruderingsstyrken til de trepelletsmølle. Jo større kompresjonsforholdet er, desto sterkere er den ekstruderte trepelleten.
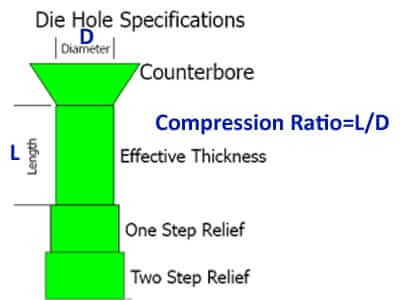
Trepelletsfabrikkens kompresjonsforhold bestemmes i henhold til råstoffet. For eksempel er kompresjonsforholdet til poppel 1:6, kompresjonsforholdet til furu er 1:7, kompresjonsforholdet for løvtre er 1:5, kompresjonsforholdet for knust spon er 1:5.5, kompresjonsforholdet for maishalm er 1:8, er kompresjonsforholdet til forskjellige råmaterialer forskjellig, jo hardere råmaterialene er, jo mindre kompresjonsforholdet, jo mer luftige råvarene, jo større kompresjonsforholdet, det vil si, jo mer luftige råvarene er, jo lettere for å presse støping, jo mer luftige råvarene som inneholder mer fiber, inneholder mer fiber Jo mer luftige råvaren inneholder mer fiber, jo mer fiberholdig materiale er det lett å forme.
Hvis kompresjonsforholdet til dysen er for stor, vil dette resultere i stor motstand av pulveret gjennom dysehullet, og for lang ekstruderingstid, pellets presses for hardt ut og utbyttet er lavt, eller til og med overflaten virker karbonisert . Du sjekker om kompresjonsforholdet og behandlingen av råmaterialene stemmer overens, og erstatter det passende kompresjonsforholdet til ringformen.
2. Råstofffuktigheten er for lav.
Hvis råstofffuktigheten er for lav i ekstruderingsprosessen, øker friksjonen mellom materialene, det er ingen spesifikk mengde fuktighet i den gjensidige forbindelsen for å øke fluiditeten til forbindelsen, tørrsliping vil gjøre materialet karbonisert før dannelse, som vil føre til at overflaten på trepelletene karboniseres og svertes. Det anbefales å øke fuktigheten til råvarene på passende måte.
3. Selve det tørkede materialet har karbonisering.
Hvis det tørkede materialet vil resultere i karbonisering etter den varme vinden før det går inn i pelletsmøllen, så ble overflaten av de produserte partiklene svertet.
4. Råvaren virker muggen.
Kvaliteten på trepellets vil endre seg på grunn av mugheten, ikke bare glansen vil bli påvirket samtidig som brennverdien også reduseres, noe som reduserer ytelsen til drivstoffet sterkt.
6 trinn etter Pelletsmølle På vent
Ta den vertikale ringformede pelletmøllen som et eksempel, når pelletfremstillingsmaskinen er på vent, finn årsaken fra årsaken nedenfor:
1、Åpne matedekselet til den vertikale ringformede pelletmøllen og rengjør materialet i pelleteringskammeret.

2、Bruk en støvsuger eller blåser for å blåse materialet mellom trykkvalsen og dysen.
3、 Stram trykkrullen for å få den til å forlate formen.
4、Rengjør materialet i pelletsmøllekammeret igjen.
5、 Etter rengjøring av materialet, juster gapet mellom trykkvalsen og ringformen til 0.1-0.3 mm, og klargjør for normal produksjon.
6、Slå på pelletsmaskinen, åpne materen, vær oppmerksom på fôringsmengden, se materialet gjennom observasjonsporten til pelletsmøllen, øk gradvis fôrmengden og vent til alle dyseutløpshullene begynner å tømmes materiale, materens variabel frekvens hastighet motor effekt rating for å bestemme ned, når pellet maskinen strømmen er stabil, kan du fortsette produksjonen.
Årsaken til vibrasjonen av pelletsmøllen
- Lageret et sted inni er sannsynligvis ødelagt i pelletsmøllen, så maskinen kan ikke fungere normalt, bare strømmen kan ikke gå normalt og virke unormal (høy arbeidsstrøm).
- Blokkering av ringdysehullet eller bare en del av dysehullet kommer ut av materialet.

Ringen dør inn i fremmedlegemet, ringen dør ut av runde, trykkrullen og dysegapet er for stramt, trykkrullslitasje eller trykkrullelagerskade kan ikke rotere vil gi granulatorvibrasjon (sjekk eller bytt ut ringdysen, juster trykket rullegap).
- Koblingskorreksjonen er ikke balansert,
høyt og lavt venstre og høyre avvik vil pelletsmøllen ha vibrasjon, og tannakselens oljetetning er utsatt for skade (koblingen må skoles til den horisontale linjen).
- Hovedakselen er ikke strammet,
Løsningen av hovedakselen vil produsere akselen forover og bakover, trykkrullesving tydelig, pelletsmøllestøy med vibrasjon, vanskeligere å lage pellets (trenger å stramme spindelhalefjæren og rundmutteren).
- De store og små girene slites ut, eller å erstatte et enkelt gir, vil også produsere støy (må ha innkjøringstid).
- Ujevn utslipp av pelletsmøllematerutløp
Dette vil få granulatoren til å jobbe med strømsvingninger (behov for å justere matepadlen).
- Bruken av en ny ringdyse må utstyres med en ny trykkrulle, velg en dyse av god kvalitet (for å eliminere bruken av dårlig kvalitet ringdyse).
- Kontroller fôringstiden og temperaturen strengt, og hold styr på fuktigheten til råvarene i maskinen, råvarene er for tørre eller for fuktige vil føre til unormal utslipp.
- Stålrammestrukturen er ikke solid, det normale arbeidet til pelletsmaskinen er stålrammevibrasjoner, pelletsmøllen er utsatt for resonans (må styrke stålrammestrukturen).
- Materhalen er ikke festet eller ikke festet godt for å produsere risting (trenger å forsterke)