

În procesul de peletizare, ați întâlnit vreodată o producție lentă de peleți, un randament scăzut, formarea de peleți prea tari, un fenomen negru sau chiar o situație de ardere spontană?
După răcire, pelete de lemn de calitate superioaraArata ca un creioane colorate cu o suprafata neteda si par stralucitoare si stralucitoare. Dacă apare situația de înnegrire, aceasta poate fi cauzată de următoarele circumstanțe.

Motive pentru înnegrirea peleților de lemn
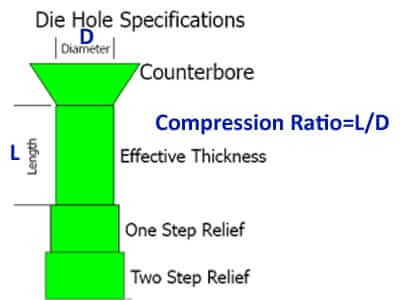
1. Raport mare de compresie.
Înainte de a vorbi despre acest motiv, să vorbim despre raportul de compresie, raportul de compresie al matrițelor inelare se referă la raportul dintre lungimea efectivă a găurii matriței inelului și diametrul minim al găurii matriței inelului, care este un indice care reflectă rezistența la extrudare a cel moara de peleti de lemn. Cu cât raportul de compresie este mai mare, cu atât peletul din lemn extrudat este mai puternic.
Raportul de compresie al morii de peleți este determinat în funcție de materia primă. De exemplu, raportul de compresie al plopului este de 1:6, raportul de compresie al pinului este de 1:7, raportul de compresie al lemnului de esență tare este de 1:5, raportul de compresie al talilor zdrobiți este de 1:5.5, raportul de compresie al paielor de porumb este 1:8, raportul de compresie al diferitelor materii prime este diferit, cu cât materiile prime sunt mai dure, cu atât este mai mic raportul de compresie, cu atât materiile prime sunt mai pufoase, cu atât este mai mare raportul de compresie, adică cu cât materiile prime sunt mai pufoase, cu atât mai ușor la turnarea prin presare, cu atât materiile prime care conțin mai multe fibre sunt mai pufoase, conțin mai multe fibre Cu cât materia primă conține mai multe fibre, cu atât materialul care conține mai multe fibre este ușor de format.
Dacă raportul de compresie al matriței este prea mare, aceasta va avea ca rezultat o rezistență mare a pulberii prin orificiul matriței și un timp de extrudare prea lung, peleții sunt presați prea tare și randamentul este scăzut sau chiar suprafața pare carbonizată. . Verificați dacă raportul de compresie și prelucrarea materiilor prime se potrivesc și înlocuiți raportul de compresie adecvat al matriței inelare.
2. Umiditatea materiei prime este prea scăzută.
Dacă umiditatea materiei prime este prea scăzută în procesul de extrudare, frecarea dintre materiale crește, nu există o cantitate specifică de umiditate în conexiunea reciprocă pentru a crește fluiditatea conexiunii, măcinarea uscată va face materialul carbonizat înainte de formare, ceea ce va determina carbonizarea și înnegrirea suprafeței peleților de lemn. Se recomandă creșterea umidității materiilor prime în mod corespunzător.
3. Materialul uscat în sine are carbonizare.
Dacă materialul uscat va duce la carbonizare după vântul fierbinte înainte de a intra în moara de peleți, astfel suprafața particulelor produse s-a înnegrit.
4. Materia primă pare mucegăită.
Calitatea peleților de lemn se va schimba din cauza mucegaiului, nu doar luciul va fi afectat, în același timp și puterea calorică va fi redusă, reducând foarte mult performanța combustibilului.
6 pași după Moara cu peleti In asteptare
Luați moara de peleți cu matriță verticală ca exemplu, când mașina de producere a peleților este în așteptare, găsiți motivul din motivul de mai jos:
1, Deschideți capacul de alimentare al morii de peleți cu matriță verticală și curățați materialul din camera de peletare.

2、Utilizați un aspirator sau o suflantă pentru a sufla materialul între rola de presiune și matriță.
3, Strângeți rola de presiune pentru a o face să părăsească matrița.
4, Curățați din nou materialul din camera morii de peleți.
5, După curățarea materialului, reglați spațiul dintre rola de presiune și matrița inelului la 0.1-0.3 mm și pregătiți-vă pentru producția normală.
6, Porniți mașina de peleți, deschideți alimentatorul, acordați atenție cantității de alimentare, vedeți materialul prin portul de observare al morii de peleți, creșteți treptat cantitatea de alimentare și așteptați până când toate orificiile de descărcare a matriței încep să se descarce material, puterea nominală a motorului cu frecvență variabilă a alimentatorului pentru a determina în jos, atunci când curentul mașinii de peleți este stabil, puteți continua producția.
Motivul vibrației morii de peleți
- Rulmentul undeva în interior este probabil rupt în moara de peleți, astfel încât mașina nu poate funcționa normal, doar curentul nu poate rula normal și poate apărea anormal (curent mare de lucru).
- Blocarea gaurii matriței inelului sau numai o parte din gaura matriței iese din material.

Inelul moare în materii străine, inelul moare din rotund, golul de presiune și decalajul matrițelor este prea strâns, uzura rolei de presiune sau deteriorarea rulmentului cu role de presiune nu se poate roti va produce vibrații granulatorului (verificați sau înlocuiți matrița inelului, reglați presiunea decalaj al rolei).
- Corecția de cuplare nu este echilibrată,
abatere la stânga și la dreapta înaltă și scăzută, moara de peleți va avea vibrații, iar etanșarea arborelui dinților este predispusă la deteriorare (cuplajul trebuie să fie înclinat la linia orizontală).
- Arborele principal nu este strâns,
Slăbirea arborelui principal va produce o scufundare a arborelui înainte și înapoi, balansarea rolei de presiune evidentă, zgomotul morii de peleți cu vibrații, mai dificil de făcut peleți (trebuie să strângeți arcul fluture coada axului și piulița rotundă).
- Uzura angrenajului mare și mic, sau înlocuirea unei singure trepte de viteză, va produce, de asemenea, zgomot (trebuie să aibă un timp de rodare).
- Descărcare neuniformă a ieșirii alimentatorului morii de peleți
Acest lucru va face ca granulatorul să funcționeze cu fluctuațiile curente (trebuie să reglați paleta de alimentare).
- Utilizarea unei noi matrițe inelare trebuie să fie echipată cu o nouă rolă de presiune, alegeți o matriță de bună calitate (pentru a elimina utilizarea matriței inelare de proastă calitate).
- Controlați cu strictețe timpul și temperatura de alimentare și urmăriți umiditatea materiilor prime din mașină, materiile prime sunt prea uscate sau prea umede vor provoca scurgeri anormale.
- Structura cadrului de oțel nu este solidă, activitatea normală a mașinii de peleți este vibrația cadrului de oțel, moara de peleți este predispusă la rezonanță (trebuie să întărească structura cadrului de oțel).
- Coada alimentatorului nu este fixată sau nu este fixată ferm pentru a produce tremurări (trebuie întărită)