
Tại sao không máy ép viên xả nữa?
Những lý do tại sao máy ép viên công suất thấp là gì?
Hôm nay chúng ta hãy nói về những vấn đề này: khắc phục sự cố máy ép viên.
Nhiều khách hàng lần đầu tiên làm thức ăn viên sẽ gặp nhiều vấn đề khác nhau sau khi mua hàng. Ví dụ, các máy tạo viên sinh khối không thể sản xuất viên và công suất đầu ra của máy tạo viên chỉ bằng một nửa công suất đã nêu. Hôm nay, chúng tôi sẽ chỉ cho bạn 10 lý do chính dẫn đến những sự cố này trong máy ép viên sinh khối, hy vọng điều này có thể giúp ích cho bạn.
Trước khi bạn chỉ cho bạn lý do, hãy nói về cách chế biến máy viên gỗ. Lý do chính khiến máy ép viên sinh khối có thể tạo hình là do ma sát giữa con lăn ép và khuôn tạo ra nhiệt, do đó lignin trong dăm gỗ có thể được giải phóng hoàn toàn thành chất kết dính tự nhiên ở nhiệt độ 80-90°, để thậm chí không có bất kỳ chất kết dính nào, các viên có thể được định hình. Sau khi biết điều này, hãy nói về lý do chính của các vấn đề về viên nén gỗ:
Lần đầu tiên sử dụng với máy ép viên gỗ mới

Lần đầu tiên sử dụng, lỗ chết của máy ép viên gỗ có độ hoàn thiện kém. Mũi khoan có gờ nên ma sát phóng điện lớn, dễ gây ra hiện tượng không phóng điện hoặc phóng điện ít nên cần phải đánh bóng, mài. Sau khi trộn với cát, dăm gỗ và dầu máy thải công nghiệp, cát là 30%. Trộn 60% dăm gỗ và 10% dầu để nghiền máy ép viên sinh khối.
Tích lũy vật liệu trong máy ép viên

Sau khi máy tạo viên kết thúc hoạt động, sẽ có một số tích tụ và sẽ không có cặn sạch. Qua ngày hôm sau máy ép viên tiếp tục hoạt động, do nhiệt độ cao sẽ đông đặc thành khối cứng nên máy ép viên không thể xả bình thường. Giải pháp là làm sạch bên trong và làm sạch cặn.
Điện áp làm việc không ổn định

Động cơ của máy viên gỗ cần một điện áp nhất định để hoạt động bình thường. Nếu điện áp quá thấp, ngay cả khi động cơ có thể cuộn, năng lượng do nó tạo ra không đủ để nhanh chóng đùn vật liệu trong buồng nén. Lúc này sẽ có rất nhiều nguyên liệu bị tắc trong khoang nén, ảnh hưởng đến sản xuất.
Khoảng cách không phù hợp giữa khuôn vòng của máy nghiền viên gỗ và con lăn áp lực

Sau một thời gian sản xuất máy ép viên sinh khối, do ma sát giữa mùn cưa và con lăn ép khuôn, khoảng cách giữa khuôn ép và con lăn ép cần được điều chỉnh chính xác. Nếu khoảng cách quá nhỏ, con lăn ép sẽ làm tăng ma sát của khuôn vòng và rút ngắn thời gian sử dụng của khuôn vòng. Việc lắp ráp sẽ làm cho trục ép bị trượt và quá trình xả không trơn tru, làm giảm sản lượng; nói chung, khoảng cách giữa khuôn vòng và trục ép nằm trong khoảng từ 0.1 đến 0.3mm. Thông thường, con lăn ép mới và khuôn vòng mới phù hợp Sử dụng khe hở lớn hơn một chút. Con lăn áp suất cũ và khuôn vòng cũ phải được khớp với một khe hở nhỏ hơn. Khuôn vòng có khẩu độ lớn nên sử dụng khe hở lớn hơn một chút và khuôn vòng có khẩu độ nhỏ nên sử dụng khe hở nhỏ hơn một chút, dễ tạo hạt. Nên sử dụng các khoảng trống lớn và các khoảng trống nhỏ nên được sử dụng cho các vật liệu khó tạo hạt. Đối với người vận hành, cần phải có kinh nghiệm vận hành thực tế và có thể khéo léo lựa chọn và điều chỉnh khe hở vòng khuôn.
Độ ẩm vật liệu không phù hợp

Đối với máy ép viên sinh khối, độ ẩm nguyên liệu quá cao hoặc quá thấp sẽ ảnh hưởng rất lớn đến chất lượng của viên. Độ ẩm trong nguyên liệu quá nhiều hoặc quá ít sẽ khiến lỗ chết bị tắc, khiến máy ép viên không xả được. Bởi vì máy ép viên sinh khối được tạo hình đẹp mắt bằng cách ép vật lý, nên độ kết dính của nó được hình thành nhờ sự kết hợp giữa độ ẩm thích hợp và quá trình ép mà không cần thêm bất kỳ thành phần hóa học nào. Do đó, độ ẩm của nguyên liệu thô là một trong những yếu tố quan trọng ảnh hưởng đến sản lượng của máy ép viên sinh khối. (Khuyến nghị rằng độ ẩm của nguyên liệu thô nói chung nên được kiểm soát trong khoảng 10-15%. Nếu quá ẩm ướt, bạn cần máy sấy mùn cưa để loại bỏ độ ẩm. Tất nhiên, tình hình cụ thể vẫn phụ thuộc vào loại nguyên liệu thô.
Vòng khuôn và con lăn áp lực bị mòn nghiêm trọng

Vòng khuôn và con lăn ép là những bộ phận chính của máy ép viên và chúng cũng là những bộ phận dễ bị tổn thương. Nếu các bộ phận bị lão hóa hoặc trục trặc, đây cũng là những nguyên nhân khiến máy ép viên không xả. Nếu là máy ép viên mới mua, bạn chỉ cần nhìn bộ phận nào không hoạt động là có thể biết đó là vấn đề gì. Nếu là máy ép viên đã sử dụng nhiều năm đồng nghĩa với việc các bộ phận đã cũ, chỉ cần thay thế các bộ phận là được.
Tỷ lệ nén khuôn vòng không phù hợp
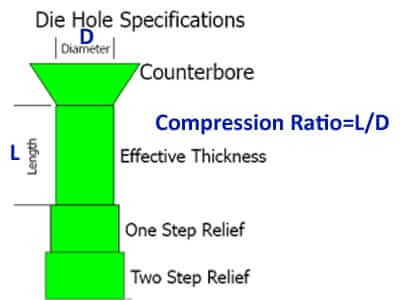
Tỷ lệ nén khuôn vòng không chính xác. Đối với máy ép viên sinh khối, tỷ lệ nén và độ ẩm là hai yếu tố quan trọng không kém. Một trong số chúng được điều khiển bởi nguyên liệu thô và cái còn lại được điều khiển bởi khuôn vòng. Cả hai đều không thể thiếu. Nếu không, sản lượng của máy ép viên sinh khối sẽ bị ảnh hưởng nghiêm trọng. Do đó, trước khi mua máy ép viên sinh khối, bạn phải liên hệ với nhà sản xuất về tỷ lệ nén của máy ép viên sinh khối. Vì các nguyên liệu thô khác nhau có tỷ lệ nén khác nhau, nếu bạn có nhiều nguyên liệu thô, bạn nên liên hệ với nhà sản xuất để chuẩn bị thêm một vài khuôn vòng.
Nguyên liệu có hàm lượng xơ thô cao

Máy viên có các mô hình và sức mạnh khác nhau. Đối với các loại máy tạo viên khác nhau thì yêu cầu về quá trình tạo viên cũng khác nhau. Một số máy ép viên phù hợp để ép đặc biệt các loại sợi thô, và một số máy phù hợp để ép đặc biệt các loại sợi mịn. Nếu tài liệu của bạn quá lớn, bạn cần sử dụng tiền phạt máy xay, máy nghiền để giảm kích thước tài liệu của bạn. Nếu bạn chọn một máy ép viên nhỏ để nén nguyên liệu sợi thô, đó cũng là lý do tại sao máy ép viên không xả. Giải pháp là liên lạc với nhà sản xuất và thay thế máy ép viên
Thiếu dầu bôi trơn

Sau một thời gian dài làm việc, máy ép viên sẽ cần đủ dầu bôi trơn để hoạt động bình thường, nếu bạn không thêm đủ dầu, các bộ phận thay thế sẽ dễ bị hao mòn và viên nén gỗ sẽ không có hình dạng tốt, vì vậy mỗi tuần , nhân viên làm việc nên kiểm tra thùng dầu bôi trơn và thêm dầu kịp thời.
Vòng khuôn đã sử dụng quá lâu và cần được thay thế

Nếu máy ép viên sinh khối đã sản xuất bình thường được một thời gian và sản lượng đột ngột giảm xuống, thì hãy kiểm tra xem lỗ hình nón trên thành trong của khuôn vòng có bị mòn không, trục lăn áp suất có bị mòn không, sau đó kiểm tra xem vòng chết là ra khỏi vòng. Một số khuôn vòng kém chất lượng sẽ có các lỗ bên trong thô. Khuôn vòng không tròn dẫn đến xả không đều, các hạt không đồng đều, khó xả và sản lượng thấp; nó còn khiến máy tạo hạt hoạt động yếu, dòng điện không ổn định, sản lượng giảm.
Kết luận
Trên đây là 10 nguyên nhân chính khiến máy ép viên gỗ không xả được và công suất thấp. Nếu bạn có bất kỳ câu hỏi nào khác, vui lòng liên hệ với chúng tôi bất cứ lúc nào và chúng tôi sẽ cung cấp cho khách hàng lời giải thích và dịch vụ đầy đủ nhất.
Cũng đọc:
Làm thế nào để chọn nguyên liệu sinh khối cho sản xuất viên?
Làm thế nào để duy trì máy Pellet của bạn?
Làm thế nào để thiết lập một máy viên?
Blacken Wood Pellets Vấn đề và làm thế nào để khắc phục điều đó?