

Trong quá trình tạo hạt, bạn đã bao giờ gặp phải tình trạng viên nén ra chậm, năng suất thấp, tạo viên quá cứng, có hiện tượng đen, thậm chí là tình trạng tự cháy chưa?
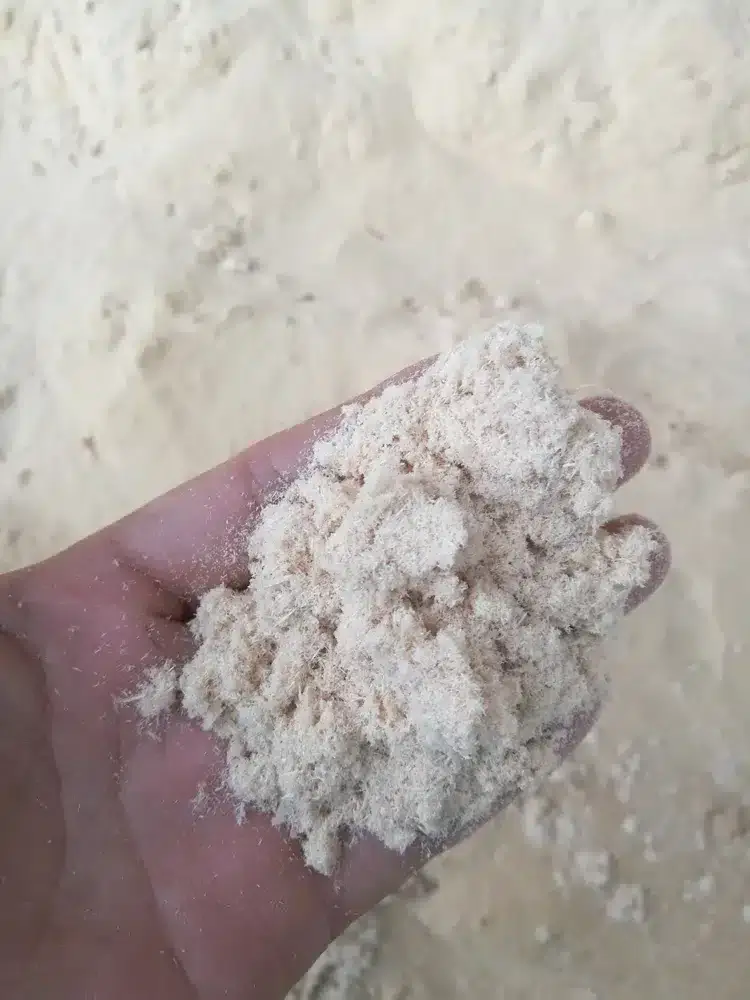
Sau khi làm mát, viên nén gỗ chất lượng caoNó trông giống như một cây bút chì màu với bề mặt nhẵn và có vẻ chặt chẽ và sáng bóng. Nếu tình trạng đen xảy ra, nó có thể được gây ra bởi các trường hợp sau đây.

Nguyên nhân viên nén gỗ bị đen
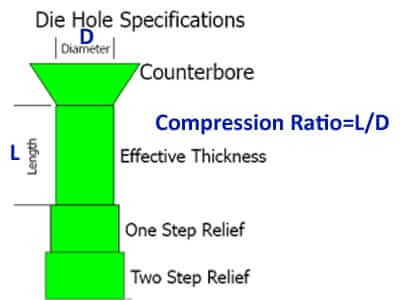
1. Tỉ số nén lớn.
Trước khi nói về lý do này, chúng ta hãy nói về tỷ lệ nén, Tỷ lệ nén của khuôn vòng đề cập đến tỷ lệ giữa chiều dài hiệu quả của lỗ khuôn vòng và đường kính tối thiểu của lỗ khuôn vòng, là chỉ số phản ánh cường độ đùn của các nhà máy viên gỗ. Tỷ lệ nén càng lớn thì viên gỗ ép đùn càng mạnh.
Tỷ lệ nén của máy ép viên gỗ được xác định theo nguyên liệu thô. Ví dụ, tỷ lệ nén của cây dương là 1:6, tỷ lệ nén của gỗ thông là 1:7, tỷ lệ nén của gỗ cứng là 1:5, tỷ lệ nén của dăm bào là 1:5.5, tỷ lệ nén của rơm ngô. là 1:8, tỷ lệ nén của các nguyên liệu thô khác nhau là khác nhau, nguyên liệu càng cứng thì tỷ lệ nén càng nhỏ, nguyên liệu càng mịn thì tỷ lệ nén càng lớn, nghĩa là nguyên liệu càng mịn thì càng dễ để ép khuôn, nguyên liệu càng mịn chứa nhiều chất xơ, càng chứa nhiều chất xơ Nguyên liệu càng mịn chứa nhiều chất xơ, nguyên liệu chứa nhiều chất xơ càng dễ tạo hình.
Nếu tỷ lệ nén của khuôn quá lớn, điều này sẽ dẫn đến lực cản lớn của bột qua lỗ khuôn và thời gian đùn quá dài, các viên nén được ép ra quá mạnh và năng suất thấp, hoặc thậm chí bề mặt xuất hiện cacbon hóa . Bạn kiểm tra xem tỷ lệ nén và xử lý nguyên liệu có phù hợp hay không và thay thế tỷ lệ nén thích hợp của khuôn vòng.
2. Độ ẩm nguyên liệu quá thấp.
Nếu độ ẩm nguyên liệu quá thấp trong quá trình ép đùn, ma sát giữa các vật liệu tăng lên, không có lượng ẩm cụ thể trong kết nối lẫn nhau để tăng tính lưu động của kết nối, nghiền khô sẽ làm cho vật liệu bị cacbon hóa trước khi tạo hình, điều này sẽ làm cho bề mặt viên nén gỗ bị cacbon hóa và đen lại. Nên tăng độ ẩm của nguyên liệu một cách thích hợp.
3. Bản thân vật liệu sấy khô có quá trình cacbon hóa.
Nếu vật liệu được sấy khô sẽ dẫn đến quá trình cacbon hóa sau khi gió nóng trước khi đi vào máy nghiền viên, do đó bề mặt của các hạt được tạo ra bị đen lại.
4. Nguyên liệu bị mốc.
Chất lượng của viên nén gỗ sẽ thay đổi vì bị ẩm mốc, không chỉ độ bóng bị ảnh hưởng đồng thời nhiệt trị cũng bị giảm, làm giảm hiệu suất của nhiên liệu rất nhiều.
6 bước sau khi Máy xay thức ăn viên Đặt Giữ
Lấy ví dụ về máy nghiền viên khuôn vòng đứng làm ví dụ, khi máy tạo viên bị treo, hãy tìm lý do từ lý do bên dưới:
1、Mở nắp cấp liệu của máy nghiền viên khuôn vòng đứng và làm sạch vật liệu trong buồng ép viên.

2、Sử dụng máy hút bụi hoặc máy thổi để thổi vật liệu giữa con lăn áp lực và khuôn.
3、Siết chặt con lăn áp lực để làm cho nó rời khỏi khuôn.
4、Làm sạch lại vật liệu trong buồng máy nghiền viên.
5、Sau khi làm sạch vật liệu, điều chỉnh khe hở giữa con lăn áp lực và khuôn vòng thành 0.1-0.3mm và chuẩn bị cho quá trình sản xuất bình thường.
6、Bật máy ép viên, mở khay nạp, chú ý đến lượng nạp, xem nguyên liệu qua cổng quan sát của máy ép viên, tăng dần lượng nạp và đợi cho đến khi tất cả các lỗ xả khuôn bắt đầu xả vật liệu, định mức công suất động cơ tốc độ tần số thay đổi của máy cấp liệu để xác định xuống, khi dòng máy ép viên ổn định, bạn có thể tiếp tục sản xuất.
Lý do cho sự rung động của máy nghiền thức ăn viên
- Vòng bi ở đâu đó bên trong có thể bị hỏng trong máy ép viên nên máy không thể hoạt động bình thường, chỉ là dòng điện không thể chạy bình thường và có biểu hiện bất thường (dòng điện làm việc cao).
- Vòng chết lỗ tắc nghẽn hoặc chỉ một phần của lỗ chết ra khỏi vật liệu.

Vòng bị chết do vật lạ, vòng bị chết không tròn, khoảng cách giữa con lăn áp suất và khuôn quá chặt, con lăn áp suất bị mòn hoặc ổ trục áp suất bị hỏng không thể quay sẽ tạo ra rung động của máy tạo hạt (kiểm tra hoặc thay thế vòng khuôn, điều chỉnh áp suất khe hở con lăn).
- Hiệu chỉnh khớp nối không cân bằng,
độ lệch trái phải cao thấp, máy ép viên sẽ bị rung, phớt dầu trục răng dễ bị hỏng (khớp nối phải học theo đường nằm ngang).
- Trục chính không được siết chặt,
Việc nới lỏng trục chính sẽ tạo ra trục lệch về phía trước và phía sau, con lăn áp lực lắc lư rõ ràng, tiếng ồn của máy nghiền viên kèm theo độ rung, khó tạo viên hơn (cần siết chặt lò xo bướm đuôi trục chính và đai ốc tròn).
- Các bánh răng lớn nhỏ đều bị mòn hoặc thay từng bánh răng cũng sẽ phát ra tiếng ồn (cần có thời gian ngắt).
- Xả không đều của đầu ra máy nghiền thức ăn viên
Điều này sẽ làm cho máy tạo hạt hoạt động với các dao động hiện tại (cần điều chỉnh mái chèo cấp liệu).
- Việc sử dụng khuôn vòng mới phải được trang bị một con lăn áp lực mới, chọn khuôn có chất lượng tốt (để loại bỏ việc sử dụng khuôn vòng chất lượng kém).
- Kiểm soát chặt chẽ thời gian và nhiệt độ cấp liệu, đồng thời theo dõi độ ẩm của nguyên liệu thô trong máy, nguyên liệu quá khô hoặc quá ẩm sẽ gây ra hiện tượng xả bất thường.
- Kết cấu khung thép không vững chắc, công việc bình thường của máy ép viên là rung khung thép, máy ép viên dễ bị cộng hưởng (phải gia cố kết cấu khung thép).
- Đuôi máy cấp liệu không được cố định hoặc cố định không chắc chắn gây rung lắc (cần gia cố lại)