

의 과정에서 펠릿화, 느린 펠릿 출력, 낮은 수율, 너무 단단한 펠릿 형성, 흑색 현상 또는 자연 발화 상황에 직면한 적이 있습니까?
냉각 후, 고품질 목재 펠렛s는 매끄러운 표면을 가진 유색 크레용처럼 보이고 단단하고 윤기있게 보입니다. 흑화 상황이 발생하면 다음과 같은 상황에 의해 발생할 수 있습니다.

목재펠릿이 검게 변하는 이유
1. 압축비가 크다.
이 이유에 대해 이야기하기 전에 압축비에 대해 말씀드리자면, 링다이 압축비란 링다이 홀의 유효길이와 링다이 홀의 최소지름의 비율을 말하며 압출강도를 반영하는 지표입니다. 그만큼 목재 펠릿 밀. 압축비가 클수록 압출 목재 펠렛이 더 강해집니다.
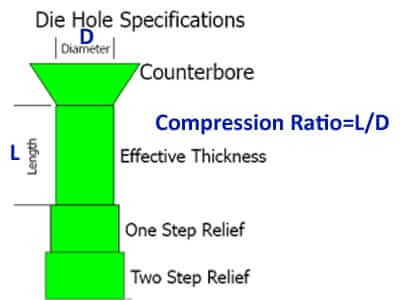
목재 펠렛 밀의 압축비는 원료에 따라 결정됩니다. 예를 들어, 포플러의 압축비는 1:6, 소나무의 압축비는 1:7, 활엽수의 압축비는 1:5, 대팻밥의 압축비는 1:5.5, 옥수수 짚의 압축비는 1:8, 서로 다른 원료의 압축비가 다르고, 원료가 단단할수록 압축비가 작아지고, 원료가 푹신할수록 압축비가 커집니다. 즉, 원료가 푹신할수록 더 쉬워집니다. 프레스 성형에 더 많은 섬유를 포함하는 원료가 더 푹신하고 더 많은 섬유를 포함합니다. 원료가 더 많은 섬유를 포함할수록 더 많은 섬유 함유 재료가 형성되기 쉽습니다.
다이의 압축비가 너무 크면 다이 구멍을 통한 분말의 저항이 커지고 압출 시간이 너무 길어 펠릿이 너무 세게 압축되어 수율이 낮거나 표면이 탄화되어 나타납니다. . 원재료의 압축비와 가공이 일치하는지 확인하고 링 다이의 적절한 압축비를 교체합니다.
2. 원료 수분이 너무 적습니다.
압출 공정에서 원료 수분이 너무 적 으면 재료 사이의 마찰이 증가하고 연결부의 유동성을 높이기 위해 상호 연결에 특정 양의 수분이 없으며 건식 분쇄는 성형 전에 재료를 탄화시킵니다. 목재 펠릿의 표면이 탄화되고 검게 변합니다. 원료의 수분을 적절히 증가시키는 것이 좋습니다.
3. 건조된 재료 자체에 탄화가 있습니다.
건조된 물질이 펠렛 밀에 들어가기 전에 열풍 후에 탄화되면 생성된 입자의 표면이 검게 변합니다.
4. 원재료에 곰팡이가 생겼습니다.
곰팡이로 인해 목재 펠릿의 품질이 변하고 광택이 영향을 받을 뿐만 아니라 동시에 발열량도 감소하여 연료의 성능이 크게 저하됩니다.
6단계 이후 펠렛 밀 보류
수직 링 다이 펠릿 밀을 예로 들어 펠릿 제조기가 보류 중일 때 아래 이유에서 이유를 찾으십시오.
1, 수직 링 다이 펠릿 밀의 공급 덮개를 열고 펠릿 챔버의 재료를 청소하십시오.

2, 진공 청소기 또는 송풍기를 사용하여 압력 롤러와 다이 사이의 재료를 불어냅니다.
3, 압력 롤러를 조여 다이에서 나오게 합니다.
4, 펠렛 밀 챔버의 재료를 다시 청소하십시오.
5, 재료를 청소한 후 압력 롤러와 링 다이 사이의 간격을 0.1-0.3mm로 조정하고 정상적인 생산을 준비하십시오.
6, 펠릿 기계를 켜고 피더를 열고 공급량에주의를 기울이고 펠릿 밀의 관찰 포트를 통해 재료를보고 점차적으로 공급량을 늘리고 모든 다이 배출 구멍이 배출되기 시작할 때까지 기다리십시오 재료, 피더의 가변 주파수 속도 모터 전력 등급을 결정하여 펠릿 기계 전류가 안정되면 생산을 계속할 수 있습니다.
펠렛 밀의 진동 이유
- 내부 어딘가의 베어링이 펠렛 밀에서 파손되었을 수 있으므로 기계가 정상적으로 작동하지 않고 전류가 정상적으로 흐르지 않고 비정상적으로 나타납니다(높은 작동 전류).
- 링 다이 구멍이 막히거나 다이 구멍의 일부만 재료에서 나옵니다.

링이 이물질로 죽고, 링이 둥글게 죽고, 압력 롤러와 다이 간격이 너무 빡빡하고, 압력 롤러가 마모되거나 압력 롤러 베어링이 손상되어 회전할 수 없어 과립기 진동이 발생합니다(링 다이를 확인하거나 교체하고 압력을 조정하십시오). 롤러 갭).
- 커플링 보정이 균형을 이루지 못하고,
좌우 편차가 높거나 낮으면 펠릿 밀에 진동이 생기고 톱니 샤프트 오일 씰이 손상되기 쉽습니다(커플링은 수평선에 맞춰야 함).
- 메인 샤프트가 조여지지 않고,
메인 샤프트 풀림은 샤프트 앞뒤 스커틀, 압력 롤러 스윙, 진동으로 인한 펠릿 밀 소음, 펠릿을 만들기 더 어렵게 만듭니다(스핀들 테일 나비 스프링과 둥근 너트를 조여야 함).
- 크고 작은 기어가 마모되거나 단일 기어를 교체해도 소음이 발생합니다(길들이기 시간 필요).
- 펠렛 밀 피더 배출구의 고르지 않은 배출
이렇게 하면 과립기가 현재 변동에 따라 작동하게 됩니다(피더 패들을 조정해야 함).
- 새로운 링 다이를 사용하려면 새로운 압력 롤러를 장착해야 하며 양질의 다이를 선택해야 합니다(품질이 좋지 않은 링 다이를 사용하지 않음).
- 공급 시간과 온도를 엄격히 제어하고 기계의 원료 수분을 추적하십시오. 원료가 너무 건조하거나 너무 축축하면 비정상적인 배출이 발생합니다.
- 철골 구조가 견고하지 않고 펠렛 기계의 정상적인 작동은 철골 진동이며 펠렛 밀은 공명 경향이 있습니다 (철골 구조를 강화해야 함).
- 피더 테일이 고정되지 않거나 단단히 고정되지 않아 흔들림 발생(보강 필요)