

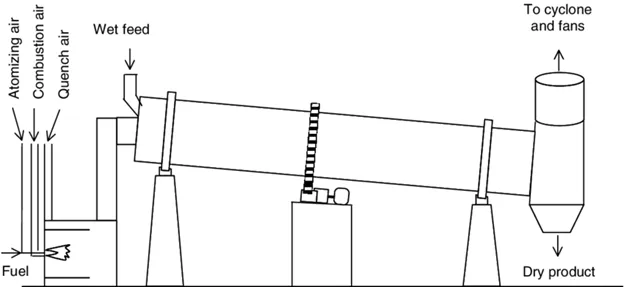
Döner kurutucu, dahil olmak üzere çeşitli endüstrilerde yaygın olarak kullanılmaktadır. biyokütle, kimyasal, tarım, Gıda, çimento, kum, metal konsantreleri vb. döner kurutucu kurulum, performansı ve tüm yatırım başarısı açısından çok önemlidir. Bugün sizlere döner kurutucu kurulumu sırasında alınması gereken önlemler ve yanlış anlaşılmalardan bahsedeceğiz. Ve sana r'yi öğretdöner kurutucu tambur eğim düzeltme yöntemi, makalemizin döner kurutucu kurulumunuzu çok daha kolay ve doğru hale getirmesini umuyoruz. Okumaya devam edin.
Döner Kurutucu Kurulumu Öncesi Muayeneler

Döner kurutucu, sıkı bir inceleme ve kabul sürecinin inşasından önce kurulmalıdır, ilk önce size kurulumdan önce döner kurutucu makinesinin temel muayenesi ve kabulü hakkında bilgi vereceğiz ve sizinle birlikte döner kurutucu tambur muayenesinin kabulüne odaklanacağız.
Temel kontrolü ve kabulü
Öncelikle temel kabulünü yapmalıyız, birincisi döner kurutucunun zemine ve çevresine konup kurulmadığını kontrol etmek, ikincisi ise döner kurutucu makinelerinin temel boyutunu kabul etmektir. Temel beton döküm kalitesini ve boyut konum sapmasını kontrol etmek için. Görünüm, temel yüzeyinin temiz olmasını, yağ, toz, moloz olmaması, açıkta çelik olmaması, çatlak ve köşe olmaması, beklenen tutma deliklerinde kabuk plakası kalıntısı olmaması ve ayrıca diğer döküm kusurları olmasını gerektirir.
Temel boyutu ve konum sapması için aşağıdaki gereksinimleri karşılamalıdır: dış boyutlar ve temel koordinatları konumu, uzunlamasına ve enine eksen hatası 20 mm'den azdır. farklı düzlem yükseklik hatası 20 mm'den azdır, yalnızca negatife izin verir, pozitife izin vermez; boşaltma ucunun tüm uzunluğu boyunca eğim hatası 20 mm'den azdır, negatife izin verir, pozitife izin vermez; düzlemde düz olmayanlık 5 mm/m'den azdır, tüm uzunluk 10 mm'den azdır.
Sonraki, döner kurutucu kalitesini kontrol etmektir. Döner kurutucu üreticisi tarafından envantere verilen parçalar, bileşenler, standart parçalar, rastgele belgeler vb. tarafından sağlanan döner kurutucu paketleme listesine göre yanlış eksik parça, deformasyon hasarı vb. kurulumdan önce satın alınacak veya hazırlanacak şekilde. Koruyucu kaplamayı ve tozu, yağı, pası ve korozyonu vb. kaldırın ve taşıma, yükleme ve boşaltma sırasında oluşan hasar ve deformasyonları kontrol edin ve onarın. Kurulum sırasında yeniden çalışmayı önlemek ve kurulumun ilerlemesini ve kalitesini sağlamak için bileşenlerin ve önemli eşleşen parçaların ön muayenesi ve ön montajı gerçekleştirilir.
Döner kurutucu, parçaları ve özel aletleri usulüne uygun olarak saklanmalı, deforme olmamalı, hasar görmemeli, paslanmamalı, yanlış yerleştirilmemeli veya kaybolmamalıdır. Kurutucunun aksesuar yapı malzemeleri, mamuller, yarı mamuller ve destek parçaları, üreticinin kalite belgesine sahip olmalı ve kaliteleri, tasarım belgelerine ve yürürlükteki ulusal standartlara uygun olmalıdır.
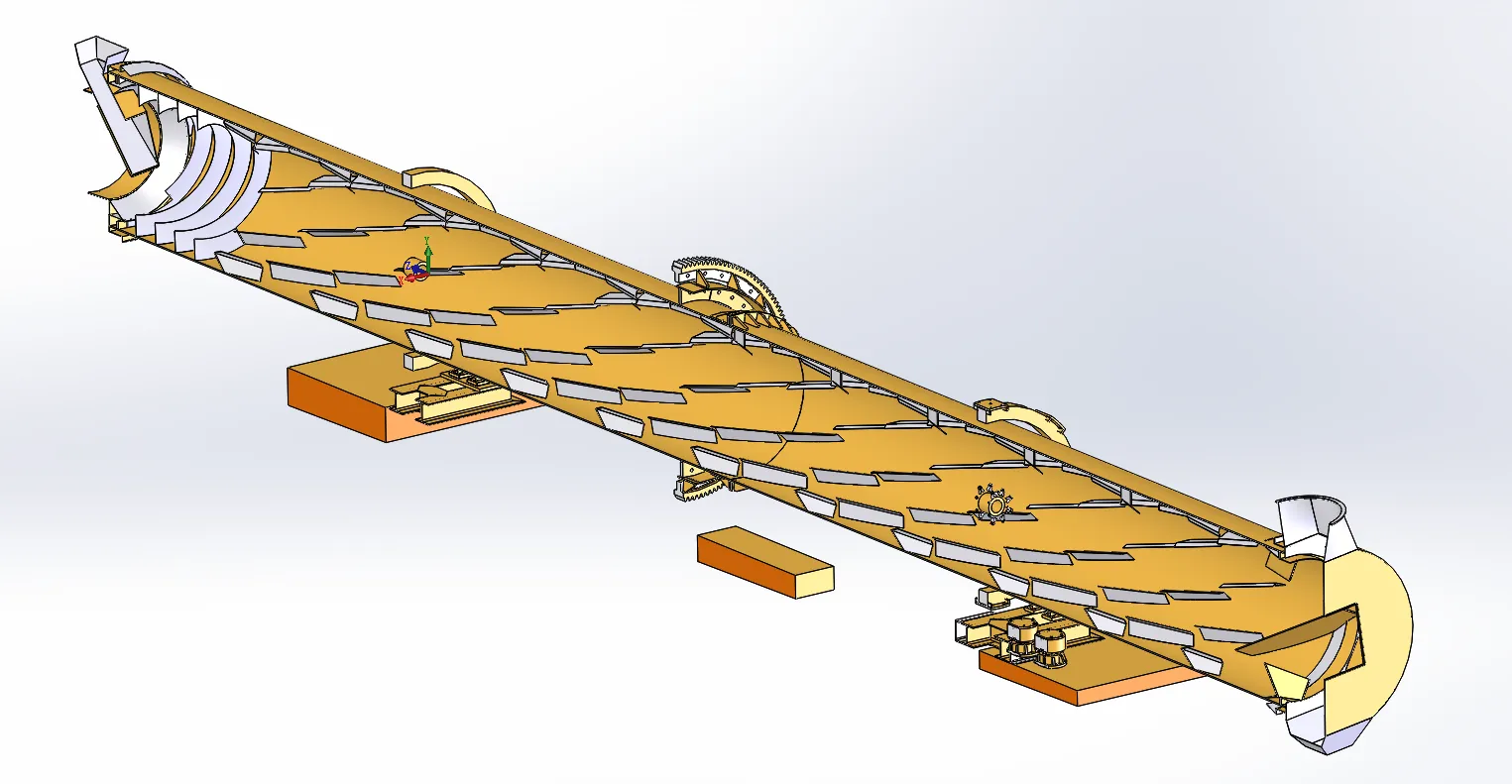
Döner Kurutucu Tambur Muayene Deneyimi

(1) Döner kurutucu tamburu şantiyede monte edilmeden önce, kurutucu tamburunun geometrisi ve imalat kalitesi çizimlerdeki gerekliliklere göre kontrol edilmeli ve niteliksiz olanlar, zamanında işleme görüşlerinin alınması için imalatçıya sunulmalıdır.
(2) Kurutucu tamburunun aynı bölümündeki yuvarlaklık %1 Dg'den az veya buna eşit olmalı ve 25Dg'den fazla olmamalıdır (Dg, silindirin iç çapıdır).
(3) Döner kurutucu silindirinin uç yüzünde izin verilen dış çevre sapması ±15 mm'dir.
(4) Silindir segmentasyonunda uç yüz pürüzlülüğünün sapması 1/100Dg'den ve 2 mm'den fazla olmamalıdır.
(5) Yuvarlaksızlık ölçümü, kurutucu tambur plakasının yüzeyinde 4 yerde merkez hattı ölçümü ile ölçülmelidir. Kurutucu tamburunun düzlük kontrolü, ölçüm için 0 ℃, 90 ℃, 180 ℃, 270 ℃ çekme 0.5 mm ince çelik telin dört parçası boyuncadır, 100 mm'den az olmayan uzunlamasına dikiş mesafesinden konumun ölçümü. Kurutucu tambur kalınlığı farklı olduğunda, doğruluk hesabı kalınlık farkından çıkarılmalıdır.
(6) Pah boyutu, çizimlerin gerekliliklerine uygun olmalı, pah yüzeyinde çatlak, delaminasyon ve diğer kusurlar olmamalıdır.
Kurulum işine resmi olarak başlamadan önce tam bir inceleme yapın, kalifiye kurutma ekipmanının kabulünü yapın, Size özel hatırlatma, kurulum sırasında çevre boyunca bir kordon oluşturmanız ve personel erişiminden kaçınmanız gerekir.
Döner Tamburlu Kurutucunun Kurulum Aşamasında Alınacak Önlemler.

1, Temel kurulum prosedürleri, kurulum süreci yöntemleri, güvenlik teknolojisi gereksinimleri dahil olmak üzere kurulum sürecinin hazırlanması.
2, Paspas levhasının makul düzenini belirlemek için paspas levhasını ayarlayın, paspas levhasının zemin cıvatasına mümkün olduğu kadar yakın olmasına ve yük pozisyonunun ağırlık merkezinde düzenlenmesine dikkat edin. paspas tahtası eşit olmayan kuvvet. Grup başına ped sayısı 5'i geçmemeli, üstte ve altta daha kalın pedler, ortaya ince konmalı, mükemmel temasta düzgün bir şekilde istiflenmeli, ayar tamamen üst üste binemediğinde, temas alanı %80'den fazla olmalıdır. Yastığın alt kısmı ve temel, temel temasının yoğun olması için yeterli temas hassasiyetine sahip olmalı, sabit, boş olmayan bir köşe sallama olgusuna yerleştirilmeli ve pedin eğimin ve temelin uzunlamasına yönünde yukarı ve aşağı olmasını sağlamalıdır. aynı şekilde, çarpı yönü temelde yatay olmalıdır.
3, Taban çizgisi, optik enlem ve boylam kullanımı, lazer kolimatör veya çekme çizgisi yönteminin zayıf doğruluğu, tekerlek enine tesviye tabanı, uzunlamasına, koordinat konumuna kadar tekrarlanan zamanların eğikliğini bulur, enine seviye , gereksinimleri karşılamak için boyuna eğiklik geçerli olacaktır.
Yukarıdaki içerik, döner kurutucunun kabulünü ve kurulumunu daha iyi gerçekleştirmenize yardımcı olmayı umuyor, döner tamburlu bir kurutucu öncülün verimli kullanımı olarak, alıcılar, üretimin güvenli olmasını sağlamak için belirli işlerin uygulanmasında iyi bir iş çıkarmalıdır. ve verimli.
Döner Kurutucu Kurulumu Esnasında Yaşanan Başlıca Yanlış Anlamalar

Müşterilerle sürekli ve derinlemesine iletişim halinde olduk, pek çok yanlış anlama bulmak için müşterilere ve arkadaşlara döner kurutucu kurulumu için kurulum ve bakım çalışmalarında rehberlik ettik. Bugün sizlerle ilk olarak yakın ateş ucu ve uzak ateş ucu hakkında konuşacağız.
Döner kurutucu montaj işleminde bir çoğu yüksek girişli ateş uçlu ve alçak uzak ateş uçlu eğimli tesisat şeklinde kurulur ancak böyle bir montaj çok ciddi bir hatadır, döner kurutucu bu şekilde kurulursa sadece malzemelerin uzak ateş ucuna akışını hızlandıracak, bu da depolama kapasitesinin içindeki talaş kurutma tamburundaki malzemeleri bir kez daha azaltacaktır. Binlerce kaldırma tahtası aynı anda malzeme kaldırıyor ama çok fazla malzeme kaldırılmıyor. Döner kurutucu makinesinin çıkış yönündeki akış hızını sınırlamak için, genellikle sadece döner kurutucu tamburunun dönüş hızının çok düşük bir hız ile sınırlandırılması söz konusudur; Tamburun içindeki malzeme yukarı kaldırıldığında da büyük ölçüde azalır. Bu nedenle, malzeme kutusu sıcak hava dinamik temas numarasının büyük ölçüde azalmasına neden oldu. Ve aynı zamanda, aşağı akış kurutma ve döner kurutucu, doymuş su buharını kurutma sürecinde ve zamanında boşaltma gerçekleştirmedi, bu sefer, döner kurutucu tamburundaki su buharı çok uzun mesafe akarak malzeme nemine neden olur. kuru madde tarafından geri emilir.

Döner kurutucu kurulum konuları, müşteriler ve arkadaşlar, ekipmanın bir sonraki kullanımının etkilenmemesini sağlamak için en iyi kurulum programını geliştirmek için sitenin fiili kullanımına, çevreye göre teknik ekibimizle iletişim kurabilir.
Döner Kurutucu Tamburu Eğim Düzeltme Yöntemi
Döner kurutucunun ilk kurulumunun teknisyenler tarafından düzeltilmesi gerekiyor yani döner kurutucu tambur eğimi uygun aralığa ayarlanır. Belirli teknik gereklilikleri karşılama hakkını bulmak için kurutucu tamburu eğme, aşağıda bununla ilgili ayrıntılı açıklama yer almaktadır:
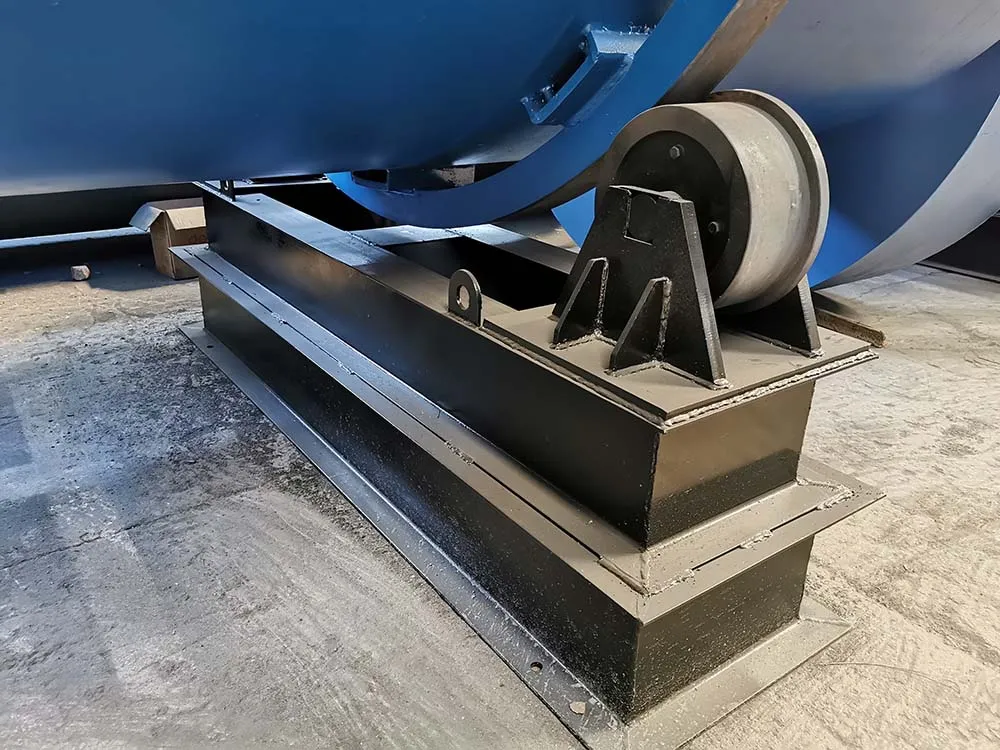
(1) Kurutucu tambur eğiminin gereksinimlerine göre, ön ve arka silindir tekerleklerinin merkez yüksekliğini hesaplayın, düz, eğimli tampon demiri ve eğim ölçeri, çerçeve tipi seviye ölçeri kullanın, tekerleklerin eğimini ayarlayın.
(2) Döner kurutucu paletinin merkez hattı, tambur gövdesinin merkez hattına paralel monte edilmelidir ve paralellik toleransı 0.1 mm/m'dir.
(3) Kurutucunun aynı palet tekerleği grubunun merkez yüksekliği eşittir ve tolerans 0.1 mm'den fazla değildir.
(4) Boyuna ve enine eksen hatası 20 mm'den azdır, farklı düzlem yükseklik hatası 20 mm'den azdır, yalnızca negatife izin verilmez.
(5) Tüm uzunluğun eğim hatası 20 mm'den azdır, boşaltma ucunun pozitif olmasına izin verilmez.
(6) Düz olmayan üst düzlem 5 mm/m'den az olmalı, tüm uzunluk 10 mm'den az olmalıdır.
Burada size hatırlatmak isteriz ki, döner tamburlu kurutucu için, silindir halkasının kurulumunda önce döner kurutucuya takılabilir, içbükey eklemi pozitif ve negatif kademeli bir konfigürasyon şeklinde sabitlemek için unutmayınız. Ped demirinin kalınlığını, silindir halkası ve içbükey eklemler arasında uygun bir boşluk kalacak şekilde ayarlayın.
Döner kurutucu kurulumu sırasında herhangi bir soruyla karşılaşırsanız, profesyonel olarak teknisyenimizle görüşmekten memnuniyet duyarız. döner kurutucu üreticisi Çin'de 15 yılı aşkın bir süredir size yararlı öneriler sunabileceğimizden eminiz.