

In the process of pelletizing, have you ever encountered slow pellet output, low yield, forming pellets too hard, a black phenomenon, or even a spontaneous combustion situation?
After cooling, high-quality wood pellets look like a colored crayons with a smooth surface and appear tight and shiny. If the blackening situation occurs, it may be caused by the following circumstances.

Reasons for the blackening of wood pellets
1. Large compression ratio.
Before we talk about this reason, let’s talk about the compression ratio, Ring dies compression ratio refers to the ratio of the effective length of the ring die hole and the minimum diameter of the ring die hole, which is an index reflecting the extrusion strength of the wood pellet mill. The larger the compression ratio is, the stronger the extruded wood pellet is.
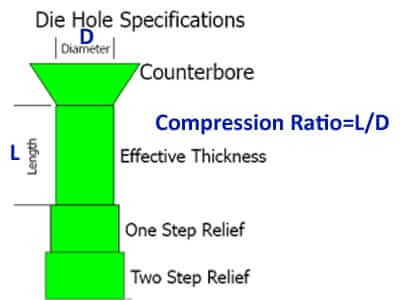
The wood pellet mill’s compression ratio is determined according to the raw material. For example, the compression ratio of poplar is 1:6, the compression ratio of pine is 1:7, the compression ratio of hardwood is 1:5, the compression ratio of crushed shavings is 1:5.5, the compression ratio of corn straw is 1:8, the compression ratio of different raw materials is different, the harder the raw materials the smaller the compression ratio, the more fluffy the raw materials, the greater the compression ratio, that is, the more fluffy the raw materials the easier to press molding, the more fluffy the raw materials containing more fiber, containing more fiber The more fluffy the raw material contains more fiber, the more fiber-containing material is easy to form.
If the compression ratio of the die is too big, this will result in large resistance of the powder through the die hole, and too long extrusion time, the pellets are pressed out too hard and the yield is low, or even the surface appears carbonized. You check whether the compression ratio and processing of raw materials match, and replace the appropriate compression ratio of the ring die.
2. The raw material moisture is too low.
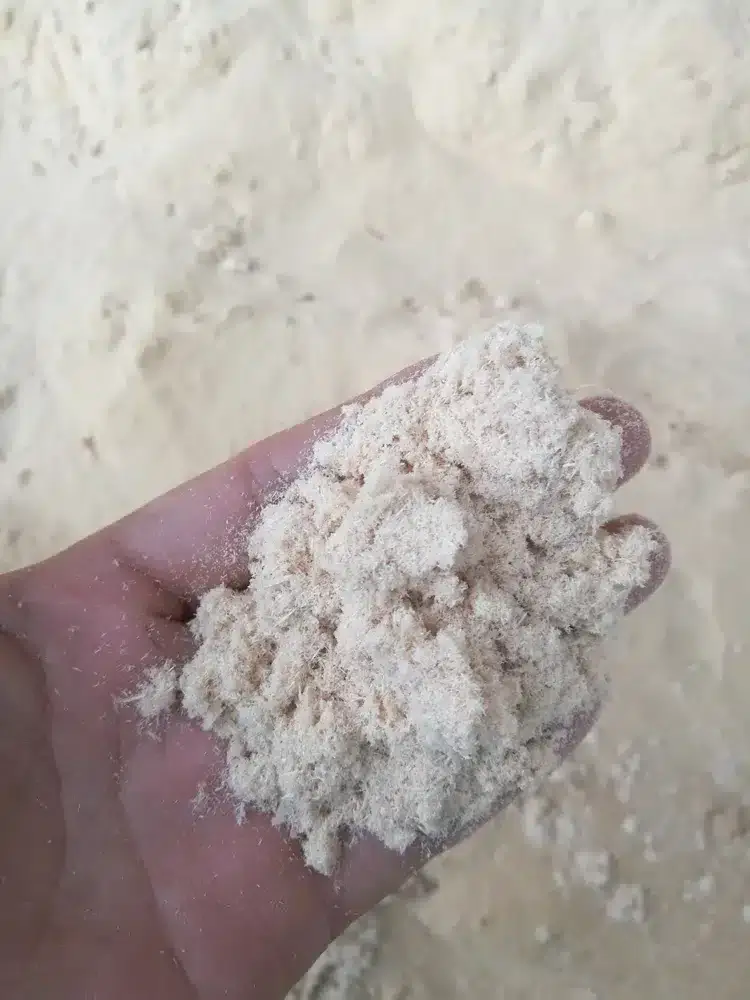
If the raw material moisture is too low in the extrusion process, the friction between the materials increases, there is no specific amount of moisture in the mutual connection to increase the fluidity of the connection, dry grinding will make the material carbonized before forming, which will cause the surface of the wood pellets to carbonize and blacken. It is recommended to increase the moisture of raw materials appropriately.
3. The dried material itself has carbonization.
If the dried material will result in carbonization after the hot wind before going into the pellet mill, so the surface of the produced particles blackened.
4. The raw material appears moldy.
The quality of wood pellets will change because of the moldiness, not only the glossiness will be affected at the same time the calorific value will also be reduced, greatly reducing the performance of the fuel.
6 Steps After the Pellet Mill On Hold
Take the vertical ring die pellet mill as an example, when the pellet-making machine is on hold, find the reason from the reason below :
1、Open the feeding cover of the vertical ring die pellet mill and clean the material in the pelleting chamber.

2、Use a vacuum cleaner or blower to blow the material between the pressure roller and the die.
3、Tighten the pressure roller to make it leave the die.
4、Clean up the material in the pellet mill chamber again.
5、After cleaning the material, adjust the gap between the pressure roller and the ring die to 0.1-0.3mm, and prepare for normal production.
6、Turn on the pellet machine, open the feeder, pay attention to the amount of feeding, see the material through the observation port of the pellet mill, gradually increase the amount of feed, and wait until all the die discharge holes begin to discharge material, the feeder’s variable frequency speed motor power rating to determine down, when the pellet machine current is stable, you can continue production.
The reason for the vibration of the pellet mill
- The bearing somewhere inside is probably broken in the pellet mill, so the machine can not operate normally, just the current can not run normally and appear abnormal (high working current).
- Ring die hole blockage or only part of the die hole comes out of the material.

The ring dies into the foreign matter, the ring dies out of round, pressure roller and dies gap is too tight, pressure roller wear or pressure roller bearing damage can not rotate will produce granulator vibration (check or replace the ring die, adjust the pressure roller gap).
- The coupling correction is not balanced,
high and low left and right deviation, the pellet mill will have vibration, and the tooth shaft oil seal is prone to damage (coupling must be schooled to the horizontal line).
- The main shaft is not tightened,
The main shaft loosening will produce shaft forward and backward scuttle, pressure roller swing obvious, pellet mill noise with vibration, more difficult to make pellets (need to tighten the spindle tail butterfly spring and round nut).
- The big and small gear wear out, or replacing a single gear, will also produce noise (need to have a break-in time).
- Uneven discharging of pellet mill feeder outlet
This will make the granulator work with current fluctuations (need to adjust the feeder paddle).
- The use of a new ring die must be equipped with a new pressure roller, choose a die of good quality (to eliminate the use of poor quality ring die).
- Strictly control the feeding time and temperature, and keep track of the moisture of the raw materials in the machine, the raw materials are too dry or too damp will cause abnormal discharge.
- The steel frame structure is not solid, the normal work of the pellet machine is steel frame vibration, the pellet mill is prone to resonance (must strengthen the steel frame structure).
- The feeder tail is not fixed or not fixed firmly to produce shaking (need to reinforce)