

Në procesin e peletizues, a keni hasur ndonjëherë në dalje të ngadaltë të peletit, rendiment të ulët, formim shumë të fortë të fishekëve, një fenomen të zi, apo edhe një situatë djegie spontane?
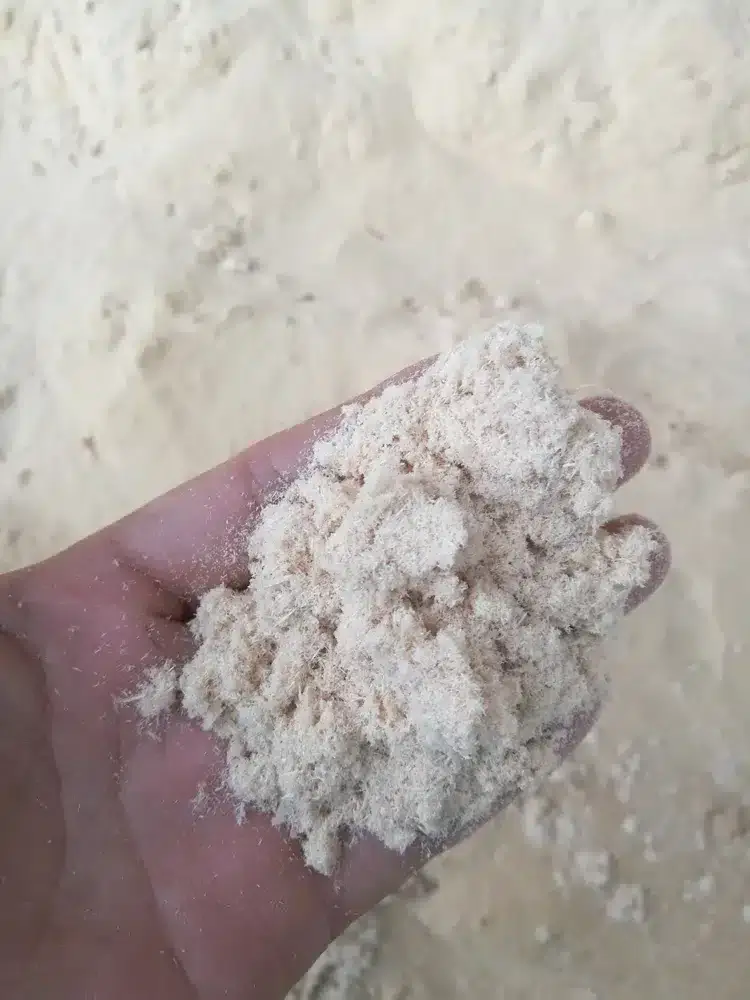
Pas ftohjes, pelet druri me cilësi të lartëduken si shkumësa me ngjyra me një sipërfaqe të lëmuar dhe duken të shtrënguara dhe me shkëlqim. Nëse ndodh situata e nxirjes, ajo mund të shkaktohet nga rrethanat e mëposhtme.

Arsyet e nxirjes së peletave të drurit
1. Raport i madh kompresimi.
Para se të flasim për këtë arsye, le të flasim për raportin e ngjeshjes, raporti i ngjeshjes së unazës i referohet raportit të gjatësisë efektive të vrimës së unazës dhe diametrit minimal të vrimës së unazës, i cili është një indeks që pasqyron forcën e nxjerrjes së të mulli i peletit të drurit. Sa më i madh të jetë raporti i ngjeshjes, aq më i fortë është peleti i drurit i ekstruduar.
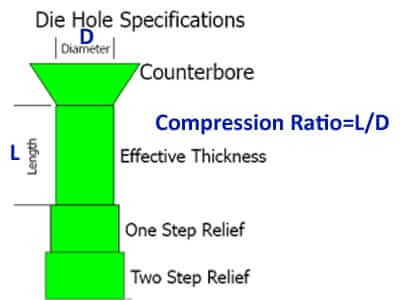
Raporti i ngjeshjes së mullirit të peletit të drurit përcaktohet sipas lëndës së parë. Për shembull, raporti i ngjeshjes së plepit është 1:6, raporti i ngjeshjes së pishës është 1:7, raporti i ngjeshjes së drurit të fortë është 1:5, raporti i ngjeshjes së ashklave të grimcuara është 1:5.5, raporti i ngjeshjes së kashtës së misrit është 1:8, raporti i ngjeshjes së lëndëve të para të ndryshme është i ndryshëm, sa më të forta të jenë lëndët e para, aq më i vogël është raporti i ngjeshjes, sa më me gëzof të jenë lëndët e para, aq më i madh është raporti i kompresimit, domethënë sa më me gëzof të jenë lëndët e para aq më lehtë për formimin e shtypjes, sa më me gëzof të jenë lëndët e para që përmbajnë më shumë fibra, që përmbajnë më shumë fibra.
Nëse raporti i ngjeshjes së mbulesës është shumë i madh, kjo do të rezultojë në rezistencë të madhe të pluhurit përmes vrimës së kallëpit dhe një kohë shumë të gjatë nxjerrjeje, peletët shtypen shumë fort dhe rendimenti është i ulët, ose edhe sipërfaqja duket e karbonizuar . Ju kontrolloni nëse raporti i ngjeshjes dhe përpunimi i lëndëve të para përputhen dhe zëvendësoni raportin e duhur të ngjeshjes së unazës.
2. Lagështia e lëndës së parë është shumë e ulët.
Nëse lagështia e lëndës së parë është shumë e ulët në procesin e nxjerrjes, fërkimi midis materialeve rritet, nuk ka sasi specifike lagështie në lidhjen e ndërsjellë për të rritur rrjedhshmërinë e lidhjes, bluarja e thatë do ta bëjë materialin të karbonizuar përpara formimit, i cili do të bëjë që sipërfaqja e peletave të drurit të karbonizohet dhe të nxihet. Rekomandohet rritja e duhur e lagështisë së lëndëve të para.
3. Vetë materiali i tharë ka karbonizim.
Nëse materiali i tharë do të rezultojë në karbonizim pas erës së nxehtë para se të hyjë në mullirin e peletit, atëherë sipërfaqja e grimcave të prodhuara nxihet.
4. Lënda e parë duket e mykur.
Cilësia e peletave të drurit do të ndryshojë për shkak të mykësisë, jo vetëm që do të ndikohet në shkëlqimin, në të njëjtën kohë do të ulet edhe vlera kalorifike, duke ulur ndjeshëm performancën e karburantit.
6 Hapat Pas Mulliri i peletit Ne pritje
Merrni si shembull mullirin vertikal të peletit me unazë, kur makina e prodhimit të peletit është në pritje, gjeni arsyen nga arsyeja e mëposhtme:
1, Hapni kapakun ushqyes të mullirit vertikal të peletit dhe pastroni materialin në dhomën e peletimit.

2, Përdorni një fshesë me korrent ose ventilator për të fryrë materialin midis rulit të presionit dhe mbulesës.
3, Shtrëngoni rulin e presionit për ta bërë atë të largohet nga koka.
4, Pastroni përsëri materialin në dhomën e mullirit të peletit.
5, Pas pastrimit të materialit, rregulloni hendekun midis rrotullës së presionit dhe unazës në 0.1-0.3 mm dhe përgatituni për prodhim normal.
6, Ndizni makinën e peletit, hapni ushqyesin, kushtojini vëmendje sasisë së ushqimit, shikoni materialin përmes portës së vëzhgimit të mullirit të peletit, rrisni gradualisht sasinë e ushqimit dhe prisni derisa të gjitha vrimat e shkarkimit të kapakut të fillojnë të shkarkohen materiali, norma e fuqisë së motorit me shpejtësi të ndryshueshme të frekuencës së ushqyesit për të përcaktuar poshtë, kur rryma e makinës së topthit është e qëndrueshme, mund të vazhdoni prodhimin.
Arsyeja e dridhjes së mullirit të peletit
- Kushineta diku brenda është ndoshta e prishur në mullirin e peletit, kështu që makina nuk mund të funksionojë normalisht, thjesht rryma nuk mund të funksionojë normalisht dhe të duket jonormale (rrymë e lartë pune).
- Bllokimi i vrimës së unazës ose vetëm një pjesë e vrimës së unazës del nga materiali.

Unaza futet në lëndën e huaj, unaza vdes nga rrumbullakëta, rul presioni dhe boshllëku është shumë i ngushtë, veshja e rulit me presion ose dëmtimi i kushinetave të rulit me presion nuk mund të rrotullohet do të prodhojë dridhje të granulatorit (kontrolloni ose zëvendësoni unazën e unazës, rregulloni presionin boshllëk rul).
- Korrigjimi i bashkimit nuk është i balancuar,
Devijim i lartë dhe i ulët majtas dhe djathtas, mulliri i peletit do të ketë dridhje dhe vula e vajit të boshtit të dhëmbit është e prirur për t'u dëmtuar (bashkimi duhet të shkollohet në vijën horizontale).
- Boshti kryesor nuk është i shtrënguar,
Lirimi i boshtit kryesor do të prodhojë rrëshqitje të boshtit përpara dhe prapa, lëkundje të dukshme të rrotullës së presionit, zhurma e mullirit të peletit me dridhje, më e vështirë për të bërë fishekë (duhet të shtrëngoni sustën e fluturës së bishtit të boshtit dhe arrë të rrumbullakët).
- Veshja e marsheve të mëdha dhe të vogla, ose zëvendësimi i një marshi të vetëm, do të prodhojë gjithashtu zhurmë (duhet të ketë një kohë prishjeje).
- Shkarkim i pabarabartë i daljes së ushqyesit të mullirit të peletit
Kjo do ta bëjë granulatorin të funksionojë me luhatjet e rrymës (nevoja për të rregulluar vozitjen e ushqyesit).
- Përdorimi i një unaze të re duhet të jetë e pajisur me një rul të ri presioni, zgjidhni një mace me cilësi të mirë (për të eliminuar përdorimin e unazës me cilësi të dobët).
- Kontrolloni rreptësisht kohën dhe temperaturën e ushqimit dhe mbani gjurmët e lagështisë së lëndëve të para në makinë, lëndët e para janë shumë të thata ose shumë të lagura do të shkaktojnë shkarkim jonormal.
- Struktura e kornizës së çelikut nuk është e fortë, puna normale e makinës së peletit është dridhja e kornizës së çelikut, mulliri i peletit është i prirur ndaj rezonancës (duhet të forcojë strukturën e kornizës së çelikut).
- Bishti i ushqyesit nuk është i fiksuar ose nuk është i fiksuar fort për të prodhuar dridhje (duhet përforcuar)