
Biomass pellets are the most used fuel for heating, cooking and electricity generation. They are made from renewable resources such as wood, straw and agricultural waste. The biomass pellet is a good alternative to fossil fuels as they provide clean energy with low CO2 emissions.

Biomass pellets can be used in both residential and commercial applications such as biomass boilers, wood-fired boilers, stoves, fireplaces and pellet stoves. They are also used in power plants which generate electricity from renewable sources of energy such as wind turbines or solar panels. Here we will show you’re the common biomass pellets for pellets and their pellets caloric value.
Different Biomass Materials for Pellets
Wood Materials
Waste wood chips, shavings from board factories and furniture factories, waste sawdust and trimmings from logging sites, construction panel waste, garden pruning, mountain forest logs, etc.
Bamboo Materials
Bamboo craft waste, such as chopsticks, toothpick factory waste, etc.
Straw Grasses
Cotton stalks, corn stalks, soybean stalks, rapeseed stalks, wheat stalks, rice stalks, cassava stalks, bagasse, tobacco stalks, sea buckthorn stalks and other herbaceous plant stalks; energy grass, giant king grass, alfalfa grass (mainly used as feed for cattle and sheep)
Other Materials for Pellets
Rice husk, peanut husk; sugarcane bagasse, palm silk, coconut husk, tea seed husk, cow dung, fruit residue, etc.

Biomass Pellets Manufacturing Process
The manufacturing of biomass pellets consists of multiple steps including raw material pre-treatment, pelletizing section and final treatment process.
The pre-treatment process means processing your materials into small size 3-5mm, this process include crushing and drying if needed. Because for making pellets you must make sure your material moisture 10-15%.
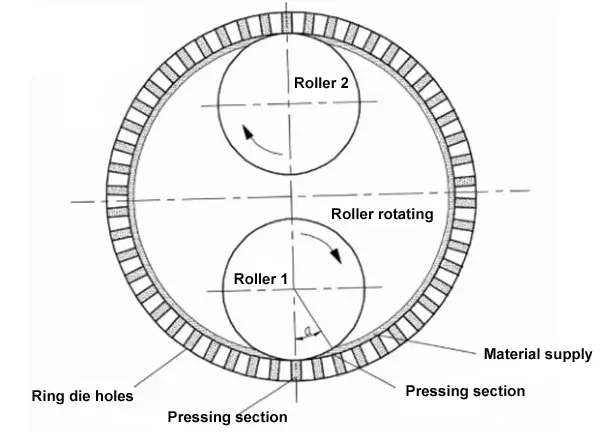
Pelletizing section means pressing the ready materials into biomass pellets. The materials will be fed into the pelletizing room, they will fed between the roller and die and will be pressed time and time by the rotating roller, the temperature will change the Lignin and fiber content of the material, make them soft of and subsequent increase in adhesion, finally the shaped pellets will be pushed out from the die hole and cut by the outer rotating knife.
The final treatment process include the cooling and packing of final pellets. To make the pellets easy and longer time for storage, these steps are essential.
Different Pellets Calorific Value
The type of biomass material will determine the pellets calorific value, we made a summary of the calorific value of pellet fuel: the calorific value of agricultural raw material pellet fuel is generally around 3000-4200kcal/kg, the calorific value of forestry raw material pellet fuel is generally higher at around 4200-5000kcal/kg, the calorific value of forestry type pellet fuel is not less than 7000kcal/kg after carbonization.
| Differents Pellets Calorific Value | |
| Weed Pellets Calorific Value | 3800kcal/kg |
| Rice Husk Pellets Calorific Value | 3300-3500kcal/kg |
| Rice Straw Pellets Calorific Value | 3400-3600kcal/kg |
| Corn Stalk Pellets Calorific Value | 3500-3700kcal/kg |
| Corn Cob Calorific Value | 3500-3800kcal/kg |
| Wheat Straw Pellets Calorific Value | 3400-3600kcal/kg |
| Peanut Shells Calorific Value | 4100kcal/kg |
| Chinese Fir Pellets Calorific Value | 4587kcal/kg |
| Pine Wood Pellets Calorific Value | 4552kcal/kg |
| Poplar Pellets Calorific Value | 4286kcal/kg |
| Cow Dung Pellets Calorific Value | 2779kcal/kg |
| Firewood Pellets Calorific Value | 4003kcal/kg |
| Tree Leaf Pellets | 3300kcal/kg |
| Bean Pole Pellets Calorific Value | 3862kcal/kg |
| Sorghum Stalk Pellets Calorific Value | 3350kcal/kg |
| Sophora Stick Calorific Value | 4323kcal/kg |
| Wood Chips Pellets Calorific Value | 4401kcal/kg |
| Furfural Residue Calorific Value | 3145kcal/kg |
Factors Affecting Pellet Quality
1、Type of Raw Materials
Different kinds of raw materials, its pelletizing process are quite different, among the large quantity agricultural and forestry waste, some are much easier to shape into pellets after crushing, but some are quite difficult. The type of raw materials will affect the quality of pellets forming, such as the density, strength, calorific value of wood pellets, etc., and also has a certain impact on the output and power consumption of biomass pellet mill.
2、Raw Material Size
The raw material particle size is also an important factor affecting the pellet forming. Generally speaking, the finer the size of raw materials, the higher pellets strength will be, but it is not suitable for adjusting humidity and easy to agglomerate bonding. And also if the crushed raw materials too fine, this will result in high energy consumption of crushing.
If raw material particle size is too coarse, this will increase the wear and tear of the die and pressure roller, pellets forming much more difficult, especially for the small diameter die, this will cause the material softening paste effect poor and result in high material consumption, low yield, the output of final pellets will also contain high powder rate.
The following are the results of the different size materials pellets forming based on our test, we are taking the corn straw as material, with most suitable ring die compression ratio, most suitable moisture content and final pellets diameter 8mm, please check the final result below :
| Particle Size Range(mm) | Density(ton / m3) |
| 0~1 | 1.13 |
| 1~5 | 1.25 |
| 5~10 | 1.01 |
| >10 | 0.79 |
3、Moisture Content of Raw Materials
When the moisture content of raw materials too low, the friction between raw materials will limit the sliding and extension, so the combination of raw materials is not close enough, pellets forming will not firm or even difficult to shape; when the moisture content of raw materials too high, although the flow of raw material particles is good, can be fully extended, and mutual engagement, but the excess water will be extruded from the raw materials, distributed between the raw materials, raw materials between the particles will difficult to closely fit, will also cause forming is not firm, or even difficult to shape.
The humidity required to produce pellets is different for different raw materials, subject to temperature and other factors, most of the raw material humidity required is 8% to 15%, but there are some special materials need higher humidity, such as teak wood need even up to 50%, etc., It’s better to pre-test them before making pellets because this will affect the final pellets quality. For excessive humidity of the raw materials must be processed to reduce moisture before pelletizing, usually through the drying process.
4. Forming Pressure
Forming pressure is the most basic condition of material pellets forming. Only with sufficient pressure, the raw material can be compressed into pellets. However, the pressing pressure is closely related to the shape and size of the ring die. If ring die compression ratio is too small, the effective length of the die hole is short, the material in the ring die hole pressing pressure is small, they will be easily to squeeze out the ring die, although the yield is high but the final pellets will be loose and the appearance is not smooth;
If ring die compression ratio is too large, the effective length of the die hole is long, the greater the pressure of the material in the die hole, the final pellets density is higher, the pellets is smooth and good quality, however the output of the pellet mill will be reduced and the cost of the pelletizing will be increased accordingly. The following is the corn stalk pelletizing result with different ring die compression ratio for your reference :